一种C型材用V型折弯装置的制作方法
本技术涉及折弯,尤其涉及一种c型材用v型折弯装置。
背景技术:
1、在民用航空行业一些常用产品中,有很多使用铝合金型材加工而成的附属零件,经常需要使用折弯或焊接工艺,来满足客户对产品功能和外观方面的设计。
2、这类铝合金型材对折弯加工尺寸以及外观要求较高,参阅图4所示的c型材,如使用常规工艺加工折弯,则容易产生裂纹、划伤、变形和尺寸超差等不良现象,并且常规加工方式只适用于均质规则形状的材料折弯,无法满足带有一定精度标准要求的设计,效率低下且成本上管控方面会居高不下,不利于大规模量产型加工,间接影响了公司的竞争力。
技术实现思路
1、本实用新型目的是为了克服现有技术的不足而提供一种c型材用v型折弯装置,生产成本低,外观无瑕疵,产品质量有保证,加工效率和精准高,能进行大规模量产型加工。
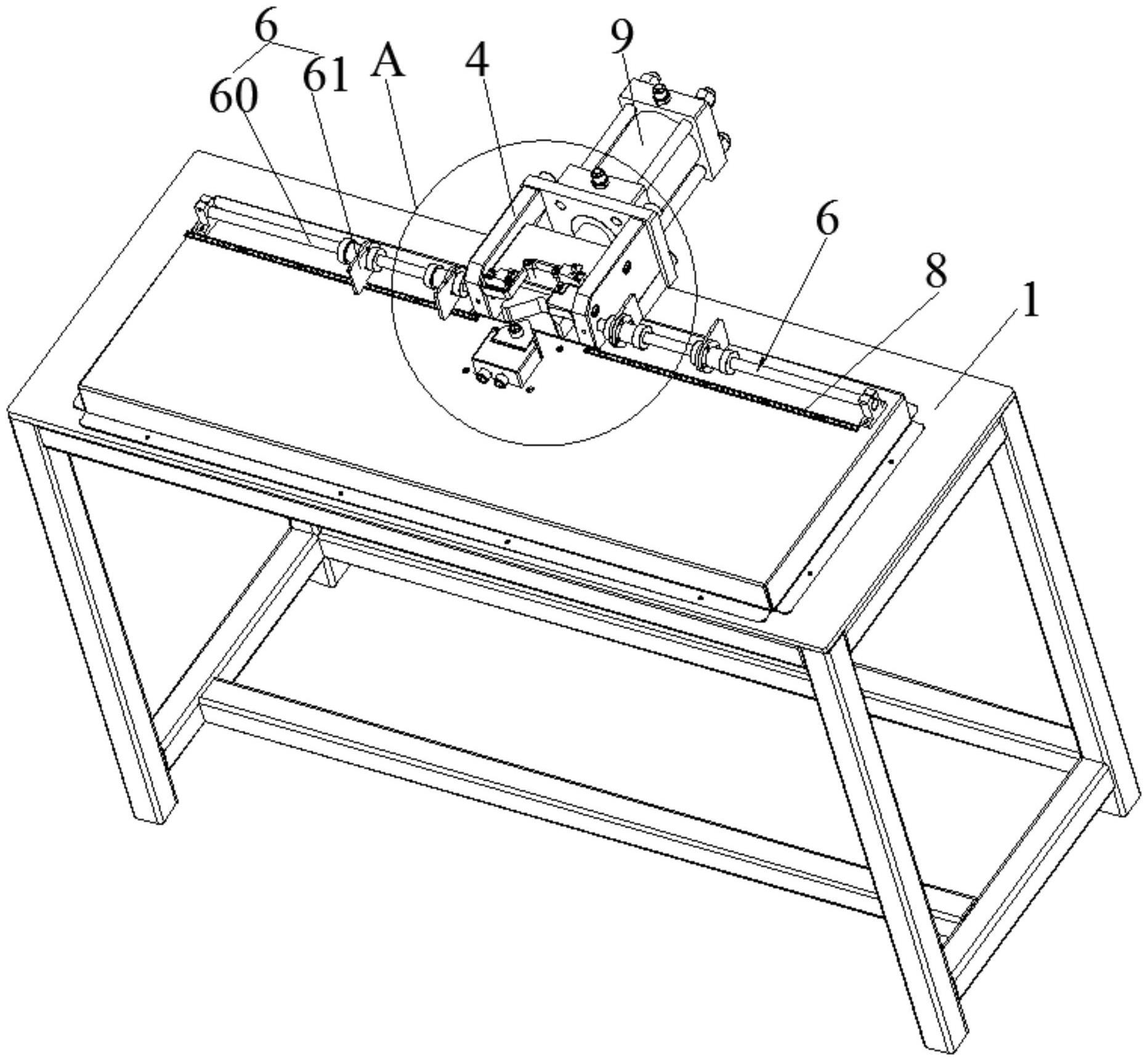
2、为达到上述目的,本实用新型采用的技术方案是:一种c型材用v型折弯装置,包括:
3、机架;
4、固定座,设置在所述机架上,所述固定座上就有可拆卸的v型块;
5、基座,设置在所述机架上,并位于所述v型块的上方;其中,所述基座和固定座之间留有用于放置产品的间隙,并且所述基座相对固定座的一面为产品的支撑面;
6、推动块,设置在所述基座内,并可在所述v型块的上方移动,所述推动块上相对v型块的一侧设有与v型块相适配的v型槽;
7、定位部,两个所述定位部设置在所述基座的两端,用于对产品的两端进行定位;
8、感应部,设置在所述基座和推动块上,用于控制推动块在移动过程中的缩回和停止。
9、进一步的,所述推动块通过一个油缸可在v型块的上方移动。
10、进一步的,所述定位部包括转动轴,所述转动轴上设有多个可转动的挡板,其中,两个所述定位部上的两个转动轴上的两个所述挡板构成了对产品的横向限位。
11、进一步的,所述机架上还设有位于所述定位部一侧的刻度。
12、进一步的,所述感应部包括返回传感器、停止传感器、第一感应件和第二感应件;所述返回传感器和停止传感器分别前后设置在所述基座的第一固定板上;所述第一感应件和第二感应件相对设置在位于所述推动板上的第二固定板上,其中,所述返回传感器用于感应第一感应件的位置后控制油缸回缩,所述停止传感器用于感应第二感应件的位置后控制油缸停止工作。
13、由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
14、本实用新型方案的c型材用v型折弯装置,整体的结构简单,将产品通过两个挡板定位后,利用v型槽和v型块配合进行产品的v型折弯加工,操作方便省力,加工效率高,适配批量生产加工;同时在整个折弯的过程中,v型槽的内壁并没有对产品产生实质性的摩擦,故对产品表面不会产生压印、凹陷和变形等不良现象,确保了产品外观无瑕疵,产品的良品率高。
技术特征:
1.一种c型材用v型折弯装置,其特征在于,包括:
2.如权利要求1所述的c型材用v型折弯装置,其特征在于:所述推动块通过一个油缸可在v型块的上方移动。
3.如权利要求1所述的c型材用v型折弯装置,其特征在于:所述定位部包括转动轴,所述转动轴上设有多个可转动的挡板,其中,两个所述定位部上的两个转动轴上的两个所述挡板构成了对产品的横向限位。
4.如权利要求1所述的c型材用v型折弯装置,其特征在于:所述机架上还设有位于所述定位部一侧的刻度。
5.如权利要求2所述的c型材用v型折弯装置,其特征在于:所述感应部包括返回传感器、停止传感器、第一感应件和第二感应件;所述返回传感器和停止传感器分别前后设置在所述基座的第一固定板上;所述第一感应件和第二感应件相对设置在位于所述推动块上的第二固定板上,其中,所述返回传感器用于感应第一感应件的位置后控制油缸回缩,所述停止传感器用于感应第二感应件的位置后控制油缸停止工作。
技术总结
本技术公开了一种C型材用V型折弯装置,包括机架;固定座设置在机架上,固定座上设有可拆卸的V型块;基座设置在机架上,并位于V型块的上方;基座和固定座之间留有用于放置产品的间隙;推动块设置在基座内,并可在V型块的上方移动,推动块上相对V型块的一侧设有V型槽;两个定位部设置在基座的两端;感应部设置在基座和推动块上,用于控制推动块的缩回和停止,本技术将产品通过两个挡板定位后,利用V型槽和V型块配合进行V型折弯加工,操作方便,加工效率高,适配批量生产加工;同时在折弯的过程中,V型槽的内壁并没有对产品产生实质性的摩擦,故对产品表面不会产生压印、凹陷和变形等不良现象,确保产品外观无瑕疵。
技术研发人员:唐剑峰
受保护的技术使用者:常熟市奥迅机械制造有限公司
技术研发日:20230427
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!