焊冷丝送丝装置的制作方法
本技术涉及埋弧焊,特别涉及焊冷丝送丝装置。
背景技术:
1、埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。送丝机是埋弧焊机中的一种必须配套设备,通过送丝机的自动送给焊丝来达到连续焊接的目的,是焊丝传送的关键部件。专利cn203636185u公开了一种埋弧焊用送丝机,虽然能够调节焊丝压紧力,防止焊丝打滑且提高送丝轮使用寿命,但是焊丝绕卷在焊丝盘上时处于弯曲状态,从焊丝盘引出后仍具有一定弧度,即便经过校丝轮的校正,也只能保证焊丝在校丝轮处的角度无误,而焊丝在经过校丝轮并进入焊缝的过程中,其方向仍会发生转变,影响焊接质量。
技术实现思路
1、针对上述情况,本实用新型提供焊冷丝送丝装置,有效的解决了将焊丝拉直,能够有效地减少焊丝进入焊缝出现偏差的问题。
2、本实用新型采用的技术方案如下:焊冷丝送丝装置,关键在于:所述支架上还设有拉直装置和辅助拉直装置,所述辅助拉直装置位于送丝装置上方,所述拉直装置位于所述送丝装置的下方;
3、所述拉直装置包括正对设置在焊丝两侧的转动臂,两个所述转动臂的上端均与所述支架转动连接,所述转动臂的中部转动连接有拉直轮,两个所述转动臂的下端通过调节件连接。
4、优选的,所述支架上正对开设有弧形槽,两个弧形槽分别位于所述焊丝的两侧,所述弧形槽中滑动连接有滑块,所述滑块的一面与对应的转动臂的下端固定连接,所述滑块的另一面连接所述调节件。
5、优选的,所述调节件包括两个圆形座,两个所述圆形座分别与两个所述滑块固定连接,所述圆形座的周面上转动连接有调节圈,所述调节圈上固定连接有水平螺杆,两个所述水平螺杆的自由端螺纹连接有同一个调节套筒。
6、优选的,所述送丝装置包括安装在所述支架上的四个送丝轮和送丝电机,四个所述送丝轮两两正对设置在焊丝两侧,所述送丝电机的输出轴与任一送丝轮驱动连接。
7、优选的,所述辅助拉直装置包括安装在所述支架上的三个辅助轮,三个所述辅助轮呈三角设置,任两个所述辅助轮位于所述焊丝的同侧。
8、有益效果:与现有技术相比,本实用新型提供的焊冷丝送丝装置,设计合理,通过在送丝装置的进丝端和出丝端分别设置辅助拉直装置和拉直装置,避免焊丝传动过程中出现滑丝,并且通过调节件可以根据需要方便的调节两个拉直轮之间的间距,以适应与不同尺寸的焊丝,提高了拉直效果,减少焊丝进入焊缝出现偏差。
技术特征:
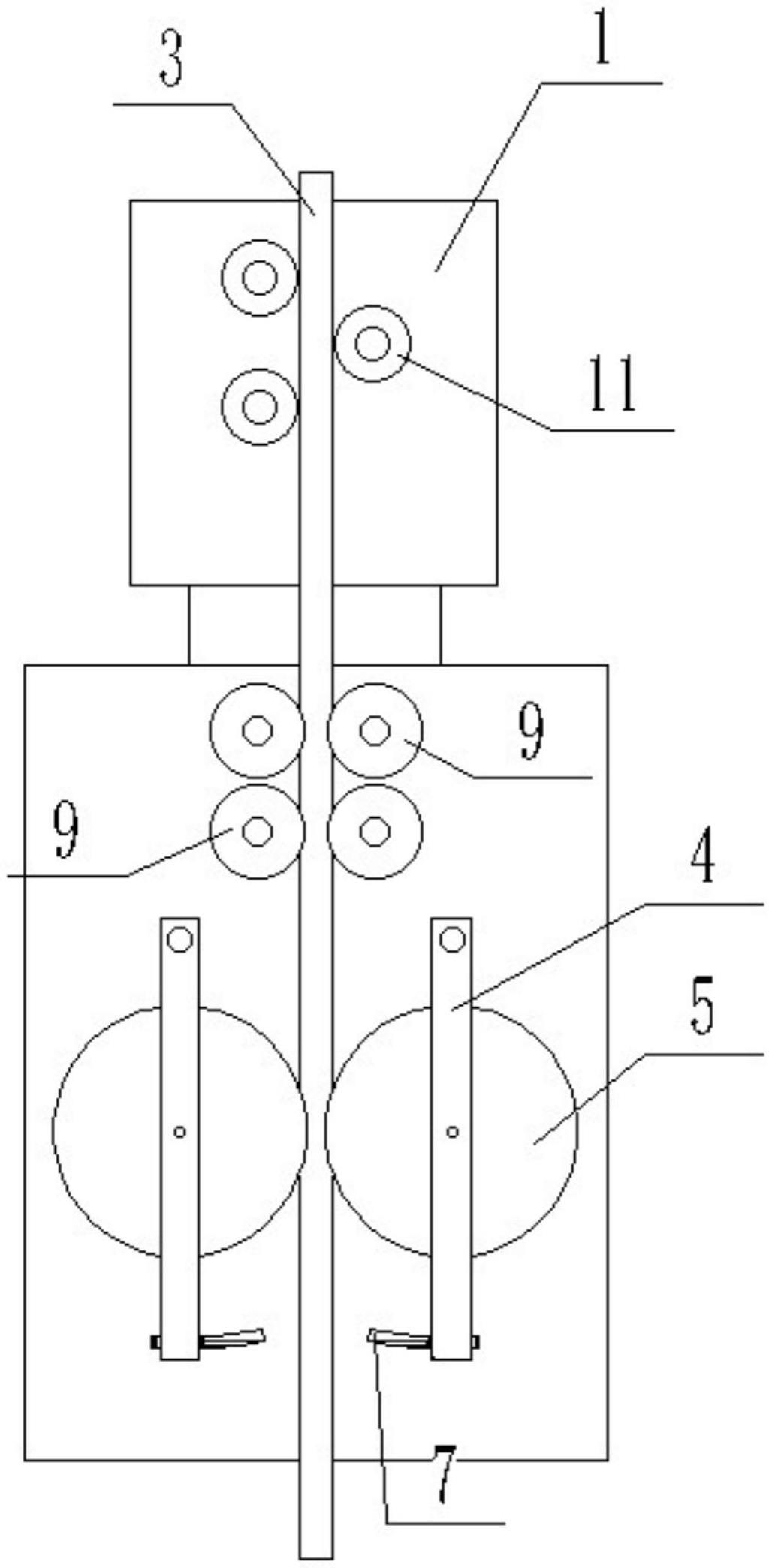
1.焊冷丝送丝装置,包括支架(1)及设置在该支架(1)上的送丝装置(2),其特征在于:所述支架(1)上还设有拉直装置和辅助拉直装置,所述辅助拉直装置位于送丝装置(2)上方,所述拉直装置位于所述送丝装置(2)的下方;
2.根据权利要求1所述的焊冷丝送丝装置,其特征在于:所述支架(1)上正对开设有弧形槽(7),两个弧形槽(7)分别位于所述焊丝(3)的两侧,所述弧形槽(7)中滑动连接有滑块(8),所述滑块(8)的一面与对应的转动臂(4)的下端固定连接,所述滑块(8)的另一面连接所述调节件(6)。
3.根据权利要求2所述的焊冷丝送丝装置,其特征在于:所述调节件(6)包括两个圆形座(61),两个所述圆形座(61)分别与两个所述滑块(8)固定连接,所述圆形座(61)的周面上转动连接有调节圈(62),所述调节圈(62)上固定连接有水平螺杆(63),两个所述水平螺杆(63)的自由端螺纹连接有同一个调节套筒(64)。
4.根据权利要求1所述的焊冷丝送丝装置,其特征在于:所述送丝装置包括安装在所述支架(1)上的四个送丝轮(9)和送丝电机(10),四个所述送丝轮(9)两两正对设置在焊丝(3)两侧,所述送丝电机(10)的输出轴与任一送丝轮(9)驱动连接。
5.根据权利要求1所述的焊冷丝送丝装置,其特征在于:所述辅助拉直装置包括安装在所述支架(1)上的三个辅助轮(11),三个所述辅助轮(11)呈三角设置,任两个所述辅助轮(11)位于所述焊丝(3)的同侧。
技术总结
本技术涉及埋弧焊技术领域,特别涉及焊冷丝送丝装置,所述支架上还设有拉直装置和辅助拉直装置,所述辅助拉直装置位于送丝装置上方,所述拉直装置位于所述送丝装置的下方;所述拉直装置包括正对设置在焊丝两侧的转动臂,两个所述转动臂的上端均与所述支架转动连接,所述转动臂的中部转动连接有拉直轮,两个所述转动臂的下端通过调节件连接。与现有技术相比,本技术提供的焊冷丝送丝装置,设计合理,通过在送丝装置的进丝端和出丝端分别设置辅助拉直装置和拉直装置,避免焊丝传动过程中出现滑丝,并且通过调节件可以根据需要方便的调节两个拉直轮之间的间距,以适应与不同尺寸的焊丝,提高了拉直效果,减少焊丝进入焊缝出现偏差。
技术研发人员:李进德,黎开君,吴华波,谢伙生,李文宽,廖玉彩,张大龙
受保护的技术使用者:桂林菲尔特钢结构有限公司
技术研发日:20230428
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!