摩托车把手竖管加强板焊接夹具的制作方法
本技术涉及到一种摩托车把手竖管加强板焊接技术,特别涉及到一种摩托车把手竖管加强板焊接夹具。
背景技术:
1、摩托车把手通常是指驾驶摩托车时双手紧握并对摩托车进行操控的形状类似于u形结构的部件,其u形结构的底部通常为弧形或直线型,两端分别以直线或曲线的方式向外、向后或向上延伸,形成一个以u形结构底部的中间点为对称线,左右对称的立体结构。通常,将摩托车把手两侧延伸的末段设置为直线段,用于安装操控手柄和闸把等,因此,也将该直线段称之为手把。摩托车把手通常采用钢管经过弯曲加工等工序制成。摩托车把手通常通过一根竖直支承轴与摩托车前轮的支架相连接,转动把手即可通过竖直支承轴驱动前轮左右转动,从而实现对摩托车行驶方向的操控。所述竖直支承轴大都是采用圆形钢管制作,因此,通常又将其称之为竖管。由于加工过程中大都采用将把手和竖管焊接在一起后,再进行后续加工,因此,也将把手和竖管焊接在一起的整体称之为把手。
2、由于焊接面的限制,竖管与把手之间的连接强度和刚性都较为脆弱。为了提高竖管与把手之间的连接强度和刚性,通常在竖管与把手的连接处焊接一块t字形加强板。所述t字形加强板的横边弯曲成半包裹把手底部的形状,t字形加强板的竖边弯曲成包裹竖管的形状,焊接在竖管与把手的连接处的正前方后,一方面起到增加竖管与把手之间的连接强度和刚性的作用,另一方面也起到一定的装饰作用(参见附图1,图中,a为把手,b为竖管,c为加强板)。
3、现有技术摩托车把手竖管加强板焊接方法采用简单的夹具配合人工操作将加强板放置在竖管与把手的连接处,直接进行焊接。这种焊接方法不能保证焊接前加强板在竖管与把手连接处的位置符合相关要求,也不能保证焊接过程中加强板的位置不会发生变化,使得焊接后的产品不一定符合相关技术要求。
4、显然,现有技术摩托车把手竖管加强板焊接方法存在着不能保证焊接前加强板在竖管与把手连接处的位置符合相关要求,不能保证焊接过程中加强板的位置不会发生变化等问题。
技术实现思路
1、为解决现有技术摩托车把手竖管加强板焊接方法存在的不能保证焊接前加强板在竖管与把手连接处的位置符合相关要求,不能保证焊接过程中加强板的位置不会发生变化等问题,本实用新型提出一种摩托车把手竖管焊接夹具。
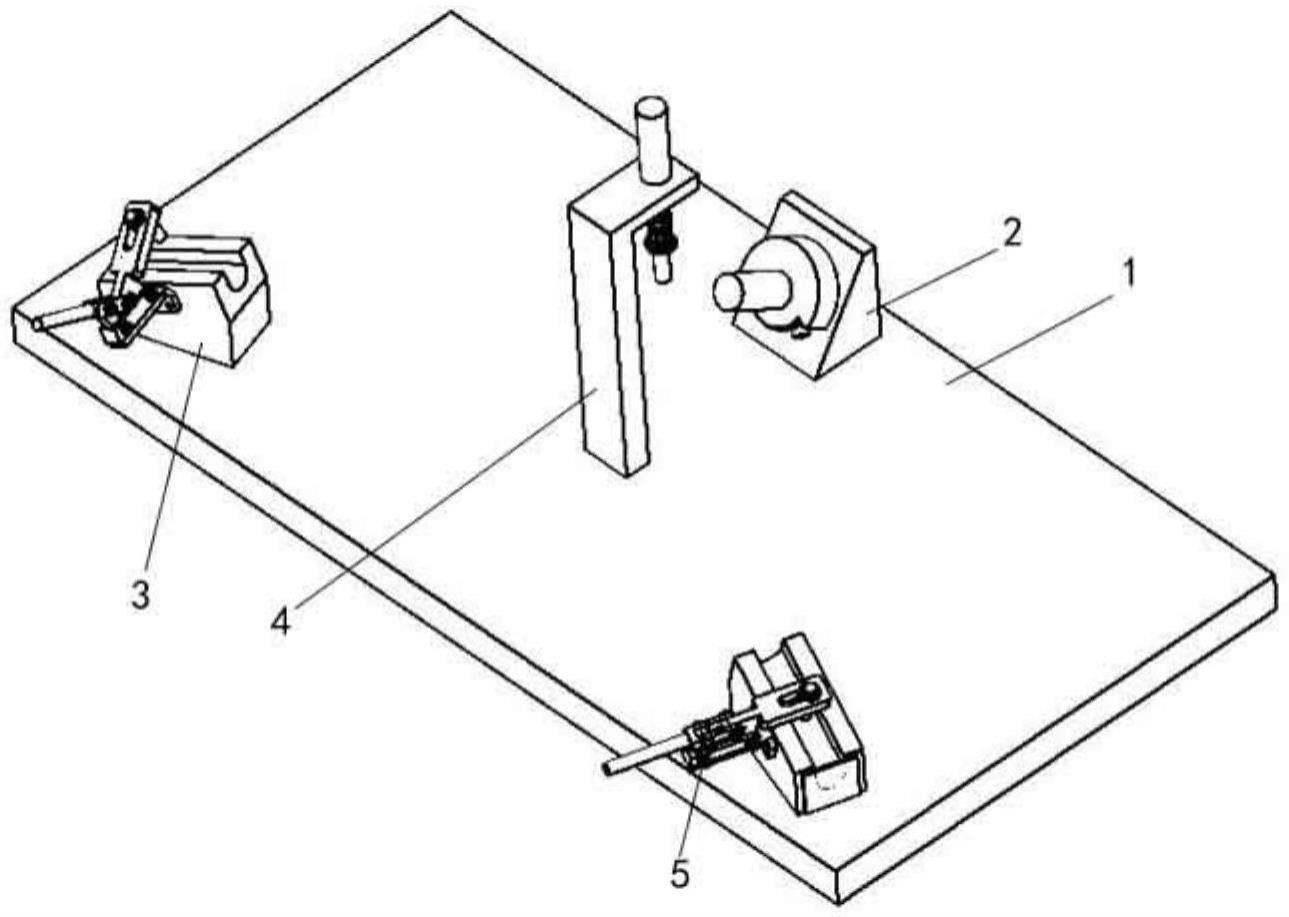
2、本实用新型摩托车把手竖管加强板焊接夹具,包括,底板、基准座、手把座、加强板施压机构和手把施压机构;所述底板为长方形中厚板;所述基准座为带台阶的圆柱体且倾斜固定在底板中前部,所述圆柱体的直径与竖管的内径相匹配;所述手把座为条形长方体,在手把座的上表面倾斜设置有半圆形沟槽,且所述半圆形沟槽的宽度和底部半圆形的直径均与制作摩托车把手的钢管直径相同;所述手把座为二个且左右对称安装在基准座两侧,分别放置摩托车把手的左右手把;所述加强板施压机构设置在底板的中部,其施压轴的前端压在将加强板按设计要求放置在竖管与把手的连接处后的几何中心;所述手把施压机构为二个,分别固定安装在手把座上方内侧,其压头将摩托车把手的手把压紧在手把座表面的半圆形沟槽内;其中,所述基准座和左右手把座的高度、倾斜度和安装位置均以将合格摩托车把手的竖管和左右手把放置在同一平面上时,摩托车把手的竖管和左右手把的限定值为准;所述以摩托车把手的竖管和左右手把的限定值是指在基准座圆柱体和左右手把座表面的半圆形沟槽的轴线分别与竖管和所对应的手把同轴的情况下,所确定的基准座和左右手把座的高度、倾斜度及安装位置的数值。
3、进一步的,所述加强板施压机构设置在底板的中部,其施压轴的前端压在加强板按设计要求放置在竖管与把手的连接处后的几何中心;所述加强板施压机构包括,固定座、施压轴和弹簧;所述固定座为l形结构且l形固定座的竖边固定在底板中部,在l形固定座的横边上设置有套装施压轴的通孔;所述施压轴插装在固定座横边的通孔内,在施压轴的前段还设置有直径较弹簧外径大的台阶;在施压轴的后端设置有拉动施压轴在固定座通孔内滑动的拉手;所述弹簧套装在施压轴上的台阶内侧与固定座横边前端面之间,弹簧的弹性力推动施压轴压向加强板。
4、进一步的,所述手把施压机构为二个,分别固定安装在手把座上方内侧,其压头将摩托车把手的手把压紧在手把座表面的半圆形沟槽内;所述手把施压机构包括连接座、铰接板、施压杆、连杆和摇杆;所述连接座为l形结构,其l形连接座的前端固定在手把座上方内侧面;所述铰接板为长条形且安装在连接座上表面,在铰接板的两个端头均设置有铰接孔;所述施压杆为t形结构,其t形施压杆的前端设置有压头且压头的指向朝下,后端设置有铰接孔,下端设置有铰接孔且与铰接板前端相铰接;所述连杆为长条形,两个端头均设置有铰接孔,其中一个端头的铰接孔与铰接板后端相铰接;所述摇杆为长条形,前半段为铰接段,后半段为摇柄;所述摇杆铰接段的两头均设置有铰接孔,其中,前铰接孔与压头后端相铰接,后铰接孔与连杆的另一个端头相铰接。
5、本实用新型摩托车把手竖管加强板焊接夹具的有益技术效果是能够实现加强板放置在竖管与把手的连接处的准确定位,并通过施压轴将加强板固定在设定位置,保证了焊接质量。
技术特征:
1.一种摩托车把手竖管加强板焊接夹具,其特征在于,该夹具包括,底板、基准座、手把座、加强板施压机构和手把施压机构;所述底板为长方形中厚板;所述基准座为带台阶的圆柱体且倾斜固定在底板中前部,所述圆柱体的直径与竖管的内径相匹配;所述手把座为条形长方体,在手把座的上表面倾斜设置有半圆形沟槽,且所述半圆形沟槽的宽度和底部半圆形的直径均与制作摩托车把手的钢管直径相同;所述手把座为二个且左右对称安装在基准座两侧,分别放置摩托车把手的左右手把;所述加强板施压机构设置在底板的中部,其施压轴的前端压在将加强板按设计要求放置在竖管与把手的连接处后的几何中心;所述手把施压机构为二个,分别固定安装在手把座上方内侧,其压头将摩托车把手的手把压紧在手把座表面的半圆形沟槽内;其中,所述基准座和左右手把座的高度、倾斜度及安装位置均以将合格摩托车把手的竖管和左右手把放置在同一平面上时,摩托车把手的竖管和左右手把的限定值为准;所述摩托车把手的竖管和左右手把的限定值是指在基准座圆柱体和左右手把座表面的半圆形沟槽的轴线分别与竖管和所对应的手把同轴的情况下,所确定的基准座和左右手把座的高度、倾斜度及安装位置的数值。
2.根据权利要求1所述摩托车把手竖管加强板焊接夹具,其特征在于,所述加强板施压机构设置在底板的中部,其施压轴的前端压在加强板按设计要求放置在竖管与把手的连接处后的几何中心;所述加强板施压机构包括,固定座、施压轴和弹簧;所述固定座为l形结构且l形固定座的竖边固定在底板中部,在l形固定座的横边上设置有套装施压轴的通孔;所述施压轴插装在固定座横边的通孔内,在施压轴的前段还设置有直径较弹簧外径大的台阶;在施压轴的后端设置有拉动施压轴在固定座通孔内滑动的拉手;所述弹簧套装在施压轴上的台阶内侧与固定座横边前端面之间,弹簧的弹性力推动施压轴压向加强板。
3.根据权利要求1所述摩托车把手竖管加强板焊接夹具,其特征在于,所述手把施压机构为二个,分别固定安装在手把座上方内侧,其压头将摩托车把手的手把压紧在手把座表面的半圆形沟槽内;所述手把施压机构包括连接座、铰接板、施压杆、连杆和摇杆;所述连接座为l形结构,其l形连接座的前端固定在手把座上方内侧面;所述铰接板为长条形且安装在连接座上表面,在铰接板的两个端头均设置有铰接孔;所述施压杆为t形结构,其t形施压杆的前端设置有压头且压头的指向朝下,后端设置有铰接孔,下端设置有铰接孔且与铰接板前端相铰接;所述连杆为长条形,两个端头均设置有铰接孔,其中一个端头的铰接孔与铰接板后端相铰接;所述摇杆为长条形,前半段为铰接段,后半段为摇柄;所述摇杆铰接段的两头均设置有铰接孔,其中,前铰接孔与压头后端相铰接,后铰接孔与连杆的另一个端头相铰接。
技术总结
为解决现有技术摩托车把手竖管加强板焊接方法存在的不能保证焊接前加强板在竖管与把手连接处的位置符合相关要求等问题,本技术提出一种摩托车把手竖管加强板焊接夹具,该夹具包括,底板、基准座、手把座、加强板施压机构和手把施压机构;所述底板为长方形中厚板;所述基准座为带台阶的圆柱体且倾斜固定在底板中前部;所述手把座为二个且左右对称安装在基准座两侧,分别放置摩托车把手的左右手把;所述加强板施压机构设置在底板的中部;所述手把施压机构为二个,分别固定安装在手把座上方内侧。本技术的有益技术效果是能够实现加强板放置在竖管与把手的连接处的准确定位,并通过施压轴将加强板固定在设定位置,保证了焊接质量。
技术研发人员:任平军
受保护的技术使用者:重庆永帛机械有限公司
技术研发日:20230502
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!