一种焊带压紧机构、焊带处理装置及串焊机的制作方法
本技术属于太阳能电池自动化生产,尤其涉及一种焊带压紧机构、焊带处理装置及串焊机。
背景技术:
1、多栅太阳能电池片的栅线通常在2至6栅,即每个电池片的单面并排采用2至6根定长焊带,随着对电池片的光电转换效率的要求提高,市场上出现了栅线更多的密栅电池片。栅线上放置的焊带需要由串焊机的焊带牵引装置将焊带从焊带盘上拉出,并裁切成预定长度;或者是无主栅电池片,但是不论是密栅线还是无主栅电池片,需要的焊带都更多,需要的焊带供料效率更高。
2、通过焊带牵引装置对焊带进行牵引时,由于焊带从焊带盘上拉出后,需要经过多道处理工序,在这过程中,一般是利用压紧装置在焊带需要在切割的时候对焊带的压紧,以避免焊带脱落,在焊带牵引供料的时候打开,以释放焊带实现供料,但是这种方式需要频繁的压紧及释放焊带,在焊带高速牵引过程中,这种频繁的释放及压紧焊带影响生产节拍,不利于生产。
技术实现思路
1、本实用新型的目的在于提供一种焊带压紧机构,以解决现有技术中焊带在牵引过程中需要频繁的释放及压紧焊带影响生产节拍的问题。另外,本实用新型还提供一种包含该焊带压紧机构的焊带处理装置以及一种包括该焊带处理装置的串焊机。
2、为达此目的,本实用新型采用以下技术方案:
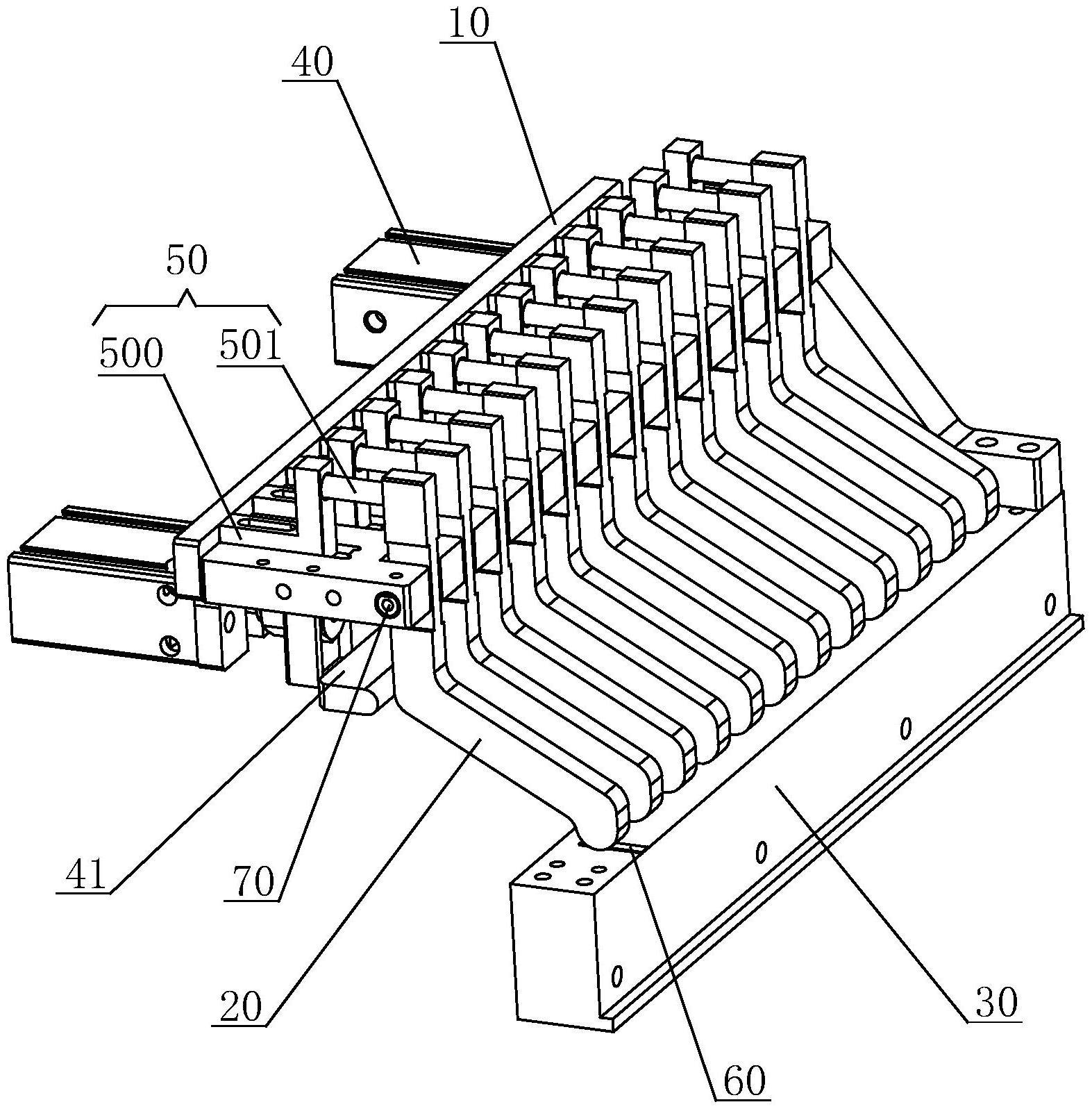
3、一种焊带压紧机构,其包括支撑件、至少一个压紧件和承载组件,其中,至少一个压紧件设置于支撑件上;承载组件设置于压紧件的第一端的下方,压紧件的第一端与承载组件之间供至少一根焊带穿过,压紧件的第一端持续压紧在承载组件和压紧件的第一端之间的焊带上。
4、通过在支撑件上设置压紧件,压紧件的第一端持续压紧在承载组件和压紧件第一端之间的焊带上,避免了焊带在切割和牵引过程中频繁压紧或释放焊带,在满足在切割时对焊带压紧定位的前提下,提高了生产效率,满足快节拍的生产需求。
5、可选的,焊带压紧机构还包括驱动件,驱动件的固定端安装于支撑件上,驱动件的活动端与压紧件传动连接,驱动件驱动压紧件的第一端从承载组件上抬起。
6、通过驱动件能够将压紧件的第一端从承载组件上抬起,以在设备故障时,便于将焊带取下,或者更换焊带时,便于焊带穿过。
7、可选的,焊带压紧机构包括与压紧件对应设置的弹力组件,弹力组件安装于支撑件上,弹力组件用于推动对应的压紧件的第一端持续抵靠在承载组件上。
8、通过弹力组件推动对应的压紧件的第一端抵靠在承载组件上,实现了压紧件的第一端与焊带的弹性压紧,避免压紧件与焊带硬接触造成焊带压伤。
9、可选的,弹力组件包括安装座和弹性件,安装座安装于支撑件上,弹性件的第一端抵接安装座,弹性件的第二端抵接压紧件的第二端,弹性件用于提供施加在对应压紧件的第二端的作用力。
10、通过弹性件和安装座的配合,能够对压紧件的第二端持续提供弹力,提供了一种结构简单,成本低、易于实现的弹力组件。
11、可选的,安装座可沿焊带长度方向相对滑移地安装于支撑件上。
12、通过调整安装座在支撑件上的安装位置,实现了压紧件对承载组件的压力的调节。
13、可选的,承载组件的承载面上设置有弹性垫,焊带位于弹性垫与压紧件的第一端之间。
14、通过在承载组件的承载面上设置弹性垫,避免焊带与承载组件的硬接触造成焊带损伤。
15、可选的,压紧件的中部通过转轴可转动地安装于支撑件上。
16、通过转轴将压紧件铰接于支撑件上,提供了一种结构简单、连接可靠的压紧件安装方式。
17、一种焊带处理装置,其包括上述的焊带压紧机构,焊带处理装置还包括依次设置的取料工位、分切工位、转交工位和组串工位,焊带压紧机构位于取料工位前道,用于压紧焊带,分切工位位于取料工位和转交工位之间且靠近取料工位,焊带牵引装置包括第一牵引机构和第二牵引机构,第一牵引机构在取料工位与所述转交工位之间往复移动,第一牵引机构用于在取料工位夹取焊带并将夹取的焊带传递给第二牵引机构;第二牵引机构在转交工位与组串工位之间往复移动,第二牵引机构用于夹持第一牵引机构传递的焊带,第二牵引机构夹持第一牵引机构传递的焊带后,第一牵引机构松开焊带并移动至取料工位,第二牵引机构夹持的焊带在分切工位处被分切,以获取预定长度的焊带段,第二牵引机构还用于将焊带段传递至组串工位。
18、通过焊带压紧机构实现了在焊带处理过程中对焊带的持续压紧定位,通过第一牵引机构和第二牵引机构的配合,完成焊带自取料工位、转交工位到组串工位的牵引动作,且过程中在分切工位完成对焊带的分断,得到预定长度的焊带段,以便于后续与电池片焊接,整个焊带的处理过程无需等待,大大提高了焊带的处理效率。
19、可选的,焊带处理装置还包括托举机构,托举机构包括焊带托举部和托举移动部,托举移动部用于带动焊带托举部在转交工位和组串工位之间往复移动;焊带托举部用于托举第一牵引机构传递的焊带,托举移动部带动焊带托举部与第二牵引机构同步移动,以将转交工位的焊带向组串工位移动。
20、通过托举机构与第二牵引机构的配合,实现了焊带自转交工位向组串工位的稳定可靠移载。
21、一种串焊机,其包括运输机构、电池片供料机构、串接机构和上述的焊带处理装置,其中,焊带处理装置用于获取定长的焊带段,并将焊带段铺放至运输机构的组串工位;电池片供料机构用于向运输机构的组串工位铺放电池片;运输机构用于将组串工位处叠放好的电池片和焊带段输送至串接工位处;串接机构在串接工位将叠放的电池片和焊带串接成电池串。
22、通过运输机构、电池片供料机构、串接机构和焊带处理装置的配合,实现电池片与焊带段的上料及组串,进而实现电池串的自动焊接,提高了电池串的自动焊接效率。
技术特征:
1.一种焊带压紧机构,其特征在于,所述焊带压紧机构包括支撑件、至少一个压紧件和承载组件,其中,
2.根据权利要求1所述的焊带压紧机构,其特征在于,所述焊带压紧机构还包括驱动件,所述驱动件的固定端安装于所述支撑件上,所述驱动件的活动端与所述压紧件传动连接,所述驱动件驱动所述压紧件的第一端从所述承载组件上抬起。
3.根据权利要求1所述的焊带压紧机构,其特征在于,所述焊带压紧机构包括与所述压紧件对应设置的弹力组件,所述弹力组件安装于所述支撑件上,所述弹力组件用于推动对应的所述压紧件的第一端持续抵靠在所述承载组件上。
4.根据权利要求3所述的焊带压紧机构,其特征在于,所述弹力组件包括安装座和弹性件,所述安装座安装于所述支撑件上,所述弹性件的第一端抵接所述安装座,所述弹性件的第二端抵接所述压紧件的第二端,所述弹性件用于提供施加在对应所述压紧件的第二端的作用力。
5.根据权利要求4所述的焊带压紧机构,其特征在于,所述安装座可沿焊带长度方向相对滑移地安装于所述支撑件上,以调整所述压紧件对所述承载组件的压力。
6.根据权利要求1所述的焊带压紧机构,其特征在于,所述承载组件的承载面上设置有弹性垫,所述焊带位于所述弹性垫与所述压紧件的第一端之间。
7.根据权利要求1所述的焊带压紧机构,其特征在于,所述压紧件的中部通过转轴可转动地安装于所述支撑件上。
8.一种焊带处理装置,其特征在于,所述焊带处理装置包括如权利要求1-7任一项所述的焊带压紧机构,所述焊带处理装置还包括依次设置的取料工位、分切工位、转交工位和组串工位,
9.根据权利要求8所述的焊带处理装置,其特征在于,所述焊带处理装置还包括托举机构,所述托举机构包括焊带托举部和托举移动部,所述托举移动部用于带动所述焊带托举部在所述转交工位和所述组串工位之间往复移动;
10.一种串焊机,其特征在于,所述串焊机包括运输机构、电池片供料机构、串接机构和权利要求8-9任一项所述的焊带处理装置,其中,
技术总结
本技术公开了一种焊带压紧机构、焊带处理装置及串焊机,该焊带压紧机构包括支撑件、至少一个压紧件和承载组件,其中,至少一个压紧件设置于支撑件上;承载组件设置于压紧件的第一端的下方,压紧件的第一端与承载组件之间供至少一根焊带穿过,压紧件的第一端持续压紧在承载组件和压紧件的第一端之间的焊带上。上述焊带压紧机构的压紧件的第一端持续压紧在承载组件和压紧件第一端之间的焊带上,避免了焊带在切割和牵引过程中频繁压紧或释放焊带,提高了生产效率,满足快节拍的生产需求。
技术研发人员:姜高峰,仇科健,朱明,焦洋
受保护的技术使用者:无锡奥特维科技股份有限公司
技术研发日:20230502
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!