一种钢结构自动化焊接装置的制作方法
本技术属于焊接设备,尤其涉及一种钢结构自动化焊接装置。
背景技术:
1、电焊是指利用电能,通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子结合的焊接方法。
2、由于常规的电焊针对管形结构进行焊接时,需要围绕其一周慢慢焊接,常规的机械手围绕其转动也比较困难,尤其是较大的目标,从而造成常规的焊接设备很难针对较大管道形钢构进行焊接的问题。
3、为此,我们提出来一种钢结构自动化焊接装置解决上述问题。
技术实现思路
1、本实用新型的目的是为了解决现有技术中,常规的焊接设备很难针对较大管道形钢构进行焊接的问题,而提出的一种钢结构自动化焊接装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:一种钢结构自动化焊接装置,包括磁力小车、焊接机械手和动机,所述焊接机械手滑动连接在磁力小车上,所述动机的下部螺纹安装在焊接机械手内。
3、磁力小车背向焊接机械手和动机的一端磁吸有管形焊接目标,利用磁力小车沿管形焊接目标外周滚动,同时利用焊接机械手对接缝处进行焊接,利用动机控制焊接机械手的高度,弥补磁力小车与管形焊接目标之间的滑差,方便了针对管形焊接目标进行焊接。
4、优选的,所述磁力小车包括磁轮、轮架、减速电机和导架,所述减速电机设置有一对,所述轮架对称固定连接在导架上,所述磁轮对称转动连接在轮架的内部,所述减速电机固定连接在轮架外端端,所述减速电机的转子贯穿轮架与磁轮固定连接。
5、将磁轮磁吸在管形焊接目标外,利用减速电机带动磁轮转动,使磁力小车围绕管形焊接目标公转,方便了磁力小车带动焊接机械手围绕管形焊接目标进行焊接。
6、优选的,所述磁力小车还包括缓冲垫,所述缓冲垫固定连接在导架的内端。
7、利用缓冲垫缓冲焊接机械手升降过程中对磁力小车的撞击力,起到保护磁力小车和焊接机械手的作用。
8、优选的,所述焊接机械手包括滑座、焊钳、焊条和第一步进电机,所述第一步进电机固定连接在滑座的外部,所述第一步进电机的转子固定连接在焊钳的上部,所述焊条与焊钳夹紧固定。
9、利用第一步进电机带动焊钳转动,使焊钳带动焊条转动,从而使焊条与管形焊接目标接触进行焊接,方便了焊接机械手自动对管形焊接目标进行焊接。
10、优选的,所述焊接机械手还包括摄像头,所述摄像头固定连接在第一步进电机的上端。
11、利用摄像头采集预焊接处的图像,便于智能设备对位置进行分析判断。
12、优选的,所述焊接机械手还包括加厚块,所述加厚块固定连接在滑座的外部。
13、利用加厚块增加滑座连接处的厚度,提高了滑座的牢固度。
14、优选的,所述动机包括第二步进电机和丝杆,所述丝杆固定连接在第二步进电机的转子下端。
15、利用第二步进电机带动丝杆转动,通过丝杆带动滑座沿导架上升或下降,调整焊接机械手的高度,便于焊接机械手自动焊接。
16、综上所述,本实用新型的技术效果和优点:1、磁力小车背向焊接机械手和动机的一端磁吸有管形焊接目标,利用磁力小车沿管形焊接目标外周滚动,同时利用焊接机械手对接缝处进行焊接,利用动机控制焊接机械手的高度,弥补磁力小车与管形焊接目标之间的滑差,方便了针对管形焊接目标进行焊接。
17、2、将磁轮磁吸在管形焊接目标外,利用减速电机带动磁轮转动,使磁力小车围绕管形焊接目标公转,从而方便了围绕管形焊接目标进行焊接。
18、3、利用第一步进电机带动焊钳转动,使焊钳带动焊条转动,从而使焊条与管形焊接目标接触进行焊接,方便了焊接机械手自动对管形焊接目标进行焊接。
19、4、利用第二步进电机带动丝杆转动,通过丝杆带动滑座沿导架上升或下降,调整焊接机械手的高度,便于焊接机械手自动焊接。
技术特征:
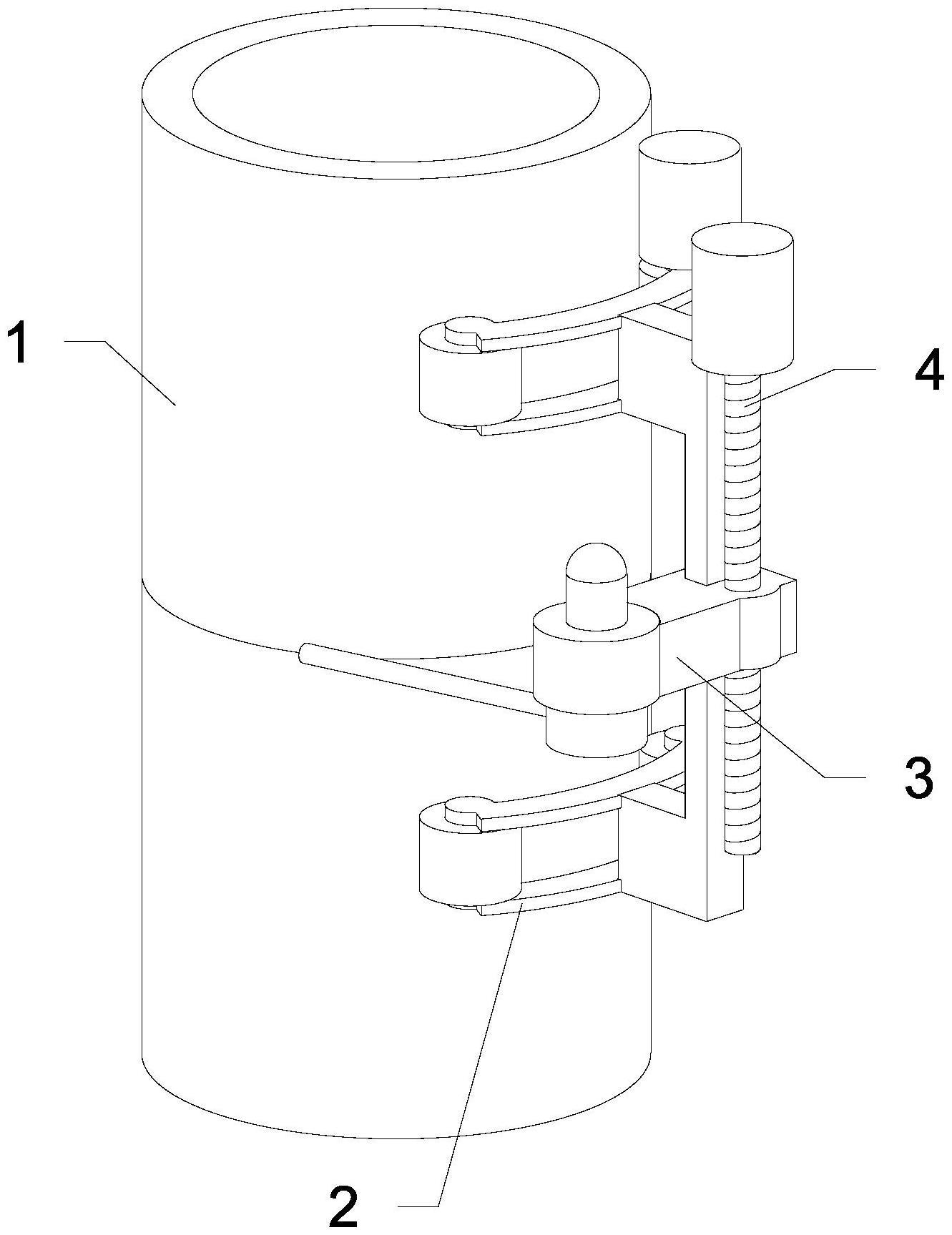
1.一种钢结构自动化焊接装置,其特征在于:包括磁力小车(2)、焊接机械手(3)和动机(4),所述焊接机械手(3)滑动连接在磁力小车(2)上,所述动机(4)的下部螺纹安装在焊接机械手(3)内。
2.根据权利要求1所述的一种钢结构自动化焊接装置,其特征在于:所述磁力小车(2)包括磁轮(21)、轮架(22)、减速电机(23)和导架(24),所述减速电机(23)设置有一对,所述轮架(22)对称固定连接在导架(24)上,所述磁轮(21)对称转动连接在轮架(22)的内部,所述减速电机(23)固定连接在轮架(22)外端端,所述减速电机(23)的转子贯穿轮架(22)与磁轮(21)固定连接。
3.根据权利要求2所述的一种钢结构自动化焊接装置,其特征在于:所述磁力小车(2)还包括缓冲垫(25),所述缓冲垫(25)固定连接在导架(24)的内端。
4.根据权利要求1所述的一种钢结构自动化焊接装置,其特征在于:所述焊接机械手(3)包括滑座(32)、焊钳(33)、焊条(34)和第一步进电机(35),所述第一步进电机(35)固定连接在滑座(32)的外部,所述第一步进电机(35)的转子固定连接在焊钳(33)的上部,所述焊条(34)与焊钳(33)夹紧固定。
5.根据权利要求4所述的一种钢结构自动化焊接装置,其特征在于:所述焊接机械手(3)还包括摄像头(31),所述摄像头(31)固定连接在第一步进电机(35)的上端。
6.根据权利要求4所述的一种钢结构自动化焊接装置,其特征在于:所述焊接机械手(3)还包括加厚块(36),所述加厚块(36)固定连接在滑座(32)的外部。
7.根据权利要求1所述的一种钢结构自动化焊接装置,其特征在于:所述动机(4)包括第二步进电机(41)和丝杆(42),所述丝杆(42)固定连接在第二步进电机(41)的转子下端。
技术总结
本技术属于焊接设备技术领域,公开了一种钢结构自动化焊接装置,包括磁力小车、焊接机械手和动机,所述焊接机械手滑动连接在磁力小车上,所述动机的下部螺纹安装在焊接机械手内,所述磁力小车包括磁轮、轮架、减速电机和导架,所述减速电机设置有一对,所述轮架对称固定连接在导架上,所述磁轮对称转动连接在轮架的内部,所述减速电机固定连接在轮架外端端。本技术磁力小车背向焊接机械手和动机的一端磁吸有管形焊接目标,利用磁力小车沿管形焊接目标外周滚动,同时利用焊接机械手对接缝处进行焊接,利用动机控制焊接机械手的高度,弥补磁力小车与管形焊接目标之间的滑差,方便了针对管形焊接目标进行焊接。
技术研发人员:陈富臣,李建群,陆小伟,杨见良
受保护的技术使用者:山东天成钢结构有限公司
技术研发日:20230427
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!