一种定位结构及配重片圆孔精加工装置的制作方法
本技术涉及配重片加工相关,具体为一种定位结构及配重片圆孔精加工装置。
背景技术:
1、配重片是健身器材上的配件,配重片产品上有圆孔,圆孔在粗钻孔后,再用车床进行精加工,以达到标准要求,而配重片在用车床进行精加工的过程中需要采用定位结构对配重片进行定位固定;
2、但是传统的定位结构通常都是液压结构驱动顶杆顶持在配重片上进行定位,但是传统的顶杆结构较为简单,其中没有设置冷却结构,无法对加工刀头进行冷却,从而导致加工刀头的工作温度较高,从而影响到加工刀头的实际使用寿命,为此,本实用新型提出一种定位结构及配重片圆孔精加工装置用以解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种定位结构及配重片圆孔精加工装置,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种定位结构,所述定位结构包括:
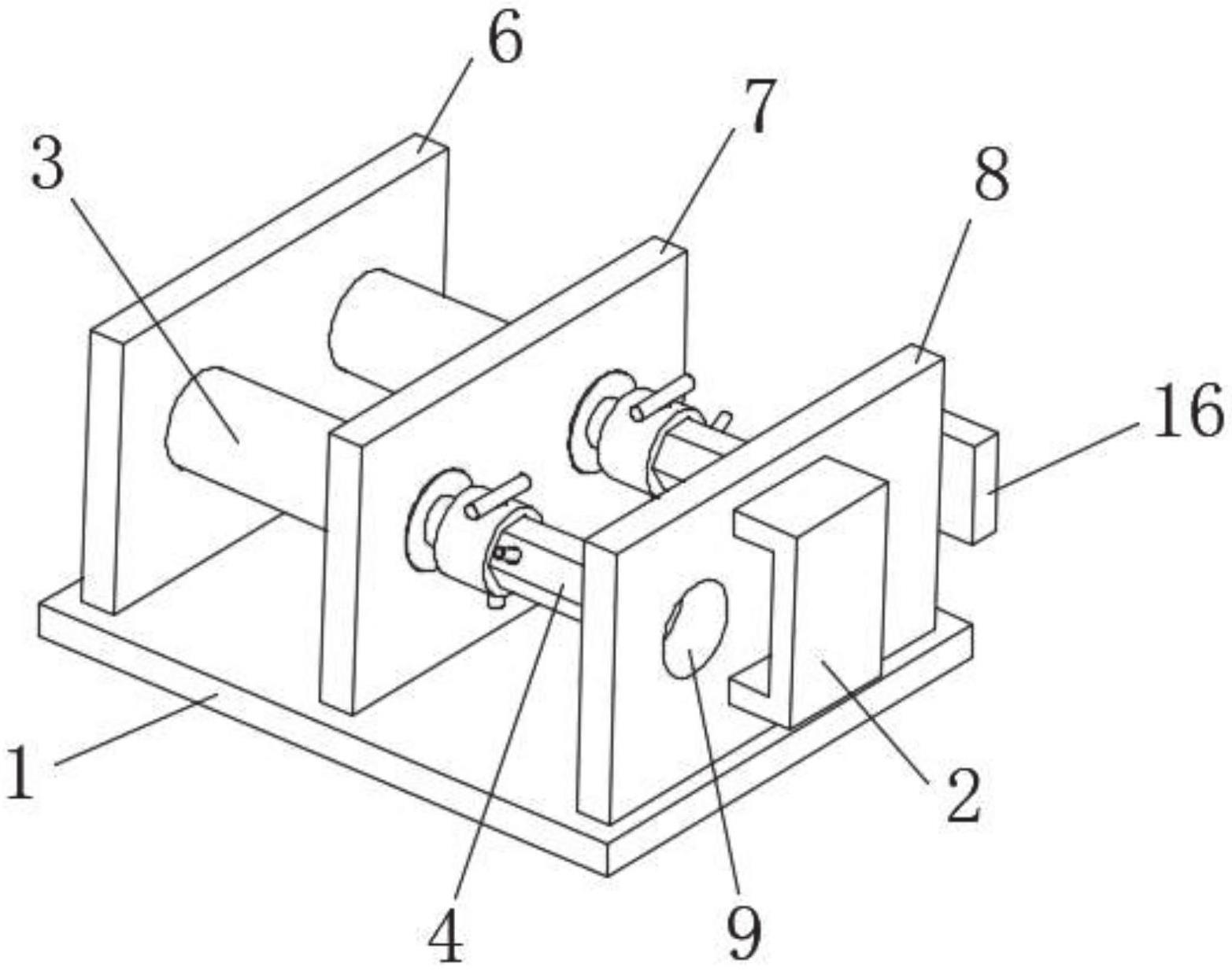
3、底座,所述底座上固定安装有一级安装板、二级安装板和三级安装板,所述一级安装板、二级安装板上开设有安装孔,且三级安装板上开设有通孔;
4、定位座,所述定位座固定在三级安装板的前侧面,且待加工配重片放置在定位座上,且配重片上开设有圆孔;
5、液压组件,所述液压组件的缸体固定在一级安装板、二级安装板上,且液压组件的伸缩杆前端固定连接有对接座,所述对接座的前侧面开设有对接槽;
6、顶杆,所述顶杆安装在对接座上的对接槽之中,所述顶杆的前端开设有安装槽,所述安装槽之中固定安装有喷头,所述喷头通过输水软管与供水系统相连接。
7、优选的,所述配重片实际摆放时,其圆孔、通孔、安装槽之间为同轴线设置,通孔直径值大于顶杆外轮廓截面的外切圆直径,且安装槽的直径大于圆孔的直径。
8、优选的,所述对接座上开设有一级销轴孔,所述顶杆上开设有二级销轴孔,其一级销轴孔、二级销轴孔相对应设置,且顶杆通过t型销轴定位在对接座上。
9、优选的,所述顶杆外轮廓截面呈正六边形设置,且对接槽截面尺寸与顶杆外轮廓截面尺寸相吻合。
10、优选的,所述三级安装板的侧边固定焊接有定位挡块,所述配重片实际放置时,其配重片与定位挡块相靠合设置,且液压组件进程运动时,其顶杆与配重片相抵。
11、一种配重片圆孔精加工装置,所述配重片圆孔精加工装置具有上述定位结构。
12、与现有技术相比,本实用新型的有益效果是:
13、1.通过设置由底座、定位座、液压组件和顶杆组合构成的定位结构,并通过在顶杆前端的安装槽之中固定安装有喷头,从而通过喷头对加工刀头进行喷淋冷却,并且喷头可以对落在安装槽端口位置的切削碎屑形成清理作用;
14、2.并通过在液压组件的伸缩杆前端设置对接座,并将顶杆通过t型销轴定位在对接座上,从而方便顶杆进行拆装,从而便于日常对顶杆进行拆卸,以对安装槽进行深度清理。
技术特征:
1.一种定位结构,其特征在于:所述定位结构包括:
2.根据权利要求1所述的一种定位结构,其特征在于:所述配重片(5)实际摆放时,其圆孔(15)、通孔(9)、安装槽(11)之间为同轴线设置,通孔(9)直径值大于顶杆外轮廓截面的外切圆直径,且安装槽(11)的直径大于圆孔(15)的直径。
3.根据权利要求2所述的一种定位结构,其特征在于:所述对接座(10)上开设有一级销轴孔,所述顶杆(4)上开设有二级销轴孔(14),其一级销轴孔、二级销轴孔(14)相对应设置,且顶杆(4)通过t型销轴(17)定位在对接座(10)上。
4.根据权利要求3所述的一种定位结构,其特征在于:所述顶杆(4)外轮廓截面呈正六边形设置,且对接槽截面尺寸与顶杆(4)外轮廓截面尺寸相吻合。
5.根据权利要求4所述的一种定位结构,其特征在于:所述三级安装板(8)的侧边固定焊接有定位挡块(16),所述配重片(5)实际放置时,其配重片(5)与定位挡块(16)相靠合设置,且液压组件(3)进程运动时,其顶杆(4)与配重片(5)相抵。
6.一种配重片圆孔精加工装置,其特征在于:所述配重片圆孔精加工装置具有上述权利要求1-5的任意一种所述定位结构。
技术总结
本技术涉及配重片加工相关技术领域,具体为一种定位结构及配重片圆孔精加工装置,定位结构包括底座、定位座、液压组件和顶杆,底座上固定安装有一级安装板、二级安装板和三级安装板,一级安装板、二级安装板上开设有安装孔,且三级安装板上开设有通孔,定位座固定在三级安装板的前侧面,且待加工配重片放置在定位座上,且配重片上开设有圆孔,液压组件的缸体固定在一级安装板、二级安装板上;通过设置由底座、定位座、液压组件和顶杆组合构成的定位结构,并通过在顶杆前端的安装槽之中固定安装有喷头,从而通过喷头对加工刀头进行喷淋冷却,并且喷头可以对落在安装槽端口位置的切削碎屑形成清理作用。
技术研发人员:刘勇,钱志国,樊海禄
受保护的技术使用者:青岛深特机械有限公司
技术研发日:20230505
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!