一种分段下压式高精度压板机构的制作方法
本技术涉及压板装置,特别涉及一种分段下压式高精度压板机构。
背景技术:
1、覆膜桶即为在金属桶的内外表面贴附薄膜进行表面处理得到的桶,制作覆膜桶的大致流程为:对金属板的正反面进行贴附薄膜-裁切得到桶底、桶盖、桶身板材-对桶身板材进行三辊卷圆-将卷圆状的桶身板材进行焊接-安装桶底和桶盖,其中,在将卷圆状的桶身板材进行焊接过程中,需要先对卷圆状的桶身板材的两个待焊端部进行焊接前的定位,该定位过程中涉及到压板机构,现有的压板机构大部分为整板下压,会出现空鼓和压不平整的问题,且现有技术中即使压板有分段下压,对压板的下压和抬起也不能进行精调,进而影响焊接前定位的精准度,影响焊缝的品质;现提出一种分段下压式高精度压板机构以解决现有技术中存在的问题。
技术实现思路
1、本实用新型目的是:提供一种分段下压式高精度压板机构,以解决现有技术中压板机构大部分为整板下压会出现空鼓和压不平整的问题,且现有技术中即使压板有分段下压,对压板的下压和抬起也不能进行精调,进而影响焊接前定位的精准度,影响焊缝的品质的问题。
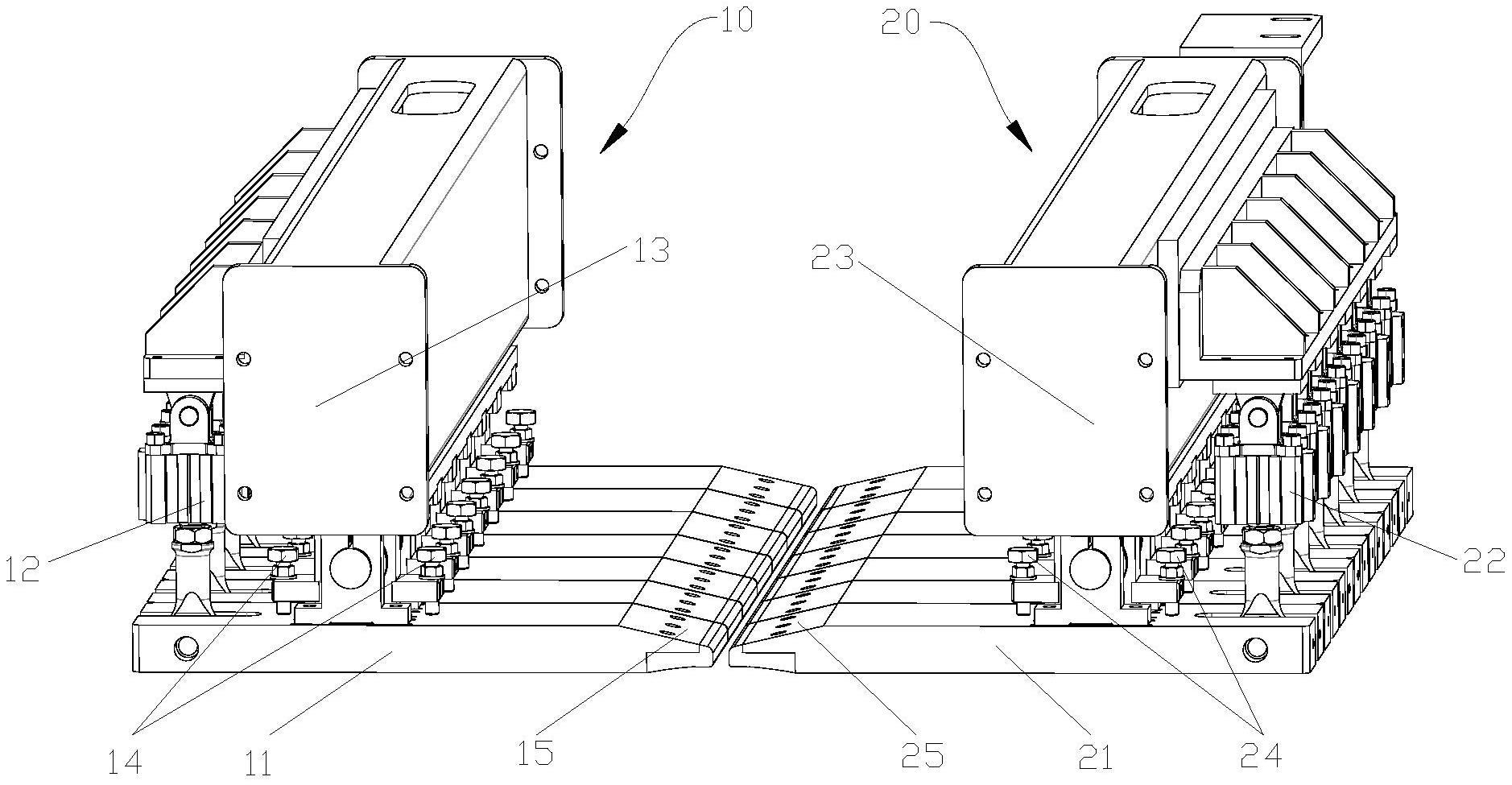
2、本实用新型的技术方案是:一种分段下压式高精度压板机构,分段下压式高精度压板机构,用于与其他机构配合共同将金属桶身的两个待焊接端部固定或松开,包括沿金属桶身轴向对称设置的第一压板组件和第二压板组件,所述第一压板组件包括并排设置的若干第一压板、分别驱动若干第一压板下压或抬起的若干第一驱动件;所述第二压板组件包括并排设置的若干第二压板、分别驱动若干第二压板下压或抬起的若干第二驱动件;所述第一压板组件上设有调整每个第一压板下压或抬起的高度的若干第一调节组件,所述第二压板组件上设有调整每个第二压板下压或抬起的高度的若干第二调节组件。
3、优选的,所述第一压板组件和所述第二压板组件分别安装在第一固定架和第二固定架上,每个第一压板和每个第二压板均包括与待焊接端部相接触的头部、中部、远离头部的尾部;每个第一压板和每个第二压板的中部分别与第一固定架、第二固定架铰接;每个第一压板和每个第二压板的尾部分别与第一驱动件、第二驱动件的活动端铰接;每个所述第一驱动件、每个所述第二驱动件的另一端分别与第一固定架和第二固定架铰接。
4、优选的,若干所述第一调节组件和若干所述第二调节组件分别固定在第一固定架、第二固定架上,每个所述第一调节组件为设置在每个第一压板的中部与第一固定架铰接点的两侧边的一对安装有第一螺母的第一螺纹通孔,每个所述第二调节组件为设置在每个第二压板的中部与第二固定架铰接点的两侧边的一对安装有第二螺母的第二螺纹通孔,通过调节第一螺母和第二螺母分别在第一螺纹通孔、第二螺纹通孔的升降来分别调节第一压板、第二压板下压或抬起的高度。
5、优选的,若干所述第一压板、若干所述第二压板与待焊接端部接触端面均为与待焊接端部形状相匹配的圆弧状。
6、优选的,每个所述第一压板、每个所述第二压板的头部朝向焊接头所在端面分别为第一倾斜面、第二倾斜面,第一倾斜面和第二倾斜面共同形成为八字状,且从压板至焊接头方向开口依次变大。
7、优选的,当若干所述第一压板、若干所述第二压板均下压在两个待焊接端部时,二者之间的间距为10㎜。
8、与现有技术相比,本实用新型的优点是:
9、(1)本实用新型中,第一压板和第二压板为分段设置,相较于第一压板和第二压板为整板直接压在两个待焊接端部上,分段同时下压,第一,动力更分散,第二,使两个待焊接端部受力更均匀,避免了空鼓、压不平整的问题。
10、(2)本实用新型通过驱动件的活塞杆的伸缩来实现压板的下压或者抬起,且通过调节第一螺母和第二螺母分别在第一螺纹通孔、第二螺纹通孔的升降来分别调节第一压板、第二压板下压或抬起的高度,结构设计合理,提高若干第一压板、若干第二压板的下压精度,保证了焊接前定位的精准度,提高了焊缝的品质。
11、(3)本实用新型中当若干所述第一压板、若干所述第二压板均下压在两个待焊接端部时,二者之间的间距为10㎜,既能保证焊接头的焊接空间,又能保证若干第一压板和若干第二压板对两个待焊接端部施加压力的力度。
技术特征:
1.一种分段下压式高精度压板机构,用于与其他机构配合共同将金属桶身的两个待焊接端部固定或松开,其特征在于:包括沿金属桶身轴向对称设置的第一压板组件和第二压板组件,所述第一压板组件包括并排设置的若干第一压板、分别驱动若干第一压板下压或抬起的若干第一驱动件;所述第二压板组件包括并排设置的若干第二压板、分别驱动若干第二压板下压或抬起的若干第二驱动件;所述第一压板组件上设有调整每个第一压板下压或抬起的高度的若干第一调节组件,所述第二压板组件上设有调整每个第二压板下压或抬起的高度的若干第二调节组件。
2.根据权利要求1所述的一种分段下压式高精度压板机构,其特征在于:所述第一压板组件和所述第二压板组件分别安装在第一固定架和第二固定架上,每个第一压板和每个第二压板均包括与待焊接端部相接触的头部、中部、远离头部的尾部;每个第一压板和每个第二压板的中部分别与第一固定架、第二固定架铰接;每个第一压板和每个第二压板的尾部分别与第一驱动件、第二驱动件的活动端铰接;每个所述第一驱动件、每个所述第二驱动件的另一端分别与第一固定架和第二固定架铰接。
3.根据权利要求2所述的一种分段下压式高精度压板机构,其特征在于:若干所述第一调节组件和若干所述第二调节组件分别固定在第一固定架、第二固定架上,每个所述第一调节组件为设置在每个第一压板的中部与第一固定架铰接点的两侧边的一对安装有第一螺母的第一螺纹通孔,每个所述第二调节组件为设置在每个第二压板的中部与第二固定架铰接点的两侧边的一对安装有第二螺母的第二螺纹通孔,通过调节第一螺母和第二螺母分别在第一螺纹通孔、第二螺纹通孔的升降来分别调节第一压板、第二压板下压或抬起的高度。
4.根据权利要求1所述的一种分段下压式高精度压板机构,其特征在于:若干所述第一压板、若干所述第二压板与待焊接端部接触端面均为与待焊接端部形状相匹配的圆弧状。
5.根据权利要求2所述的一种分段下压式高精度压板机构,其特征在于:每个所述第一压板、每个所述第二压板的头部朝向焊接头所在端面分别为第一倾斜面、第二倾斜面,第一倾斜面和第二倾斜面共同形成为八字状,且从压板至焊接头方向开口依次变大。
6.根据权利要求1所述的一种分段下压式高精度压板机构,其特征在于:当若干所述第一压板、若干所述第二压板均下压在两个待焊接端部时,二者之间的间距为10㎜。
技术总结
本技术涉及压板装置技术领域,特别涉及一种分段下压式高精度压板机构;具体包括用于与其他机构配合共同将金属桶身的两个待焊接端部固定或松开,包括沿金属桶身轴向对称设置的第一压板组件和第二压板组件,第一压板组件包括并排设置的若干第一压板、分别驱动若干第一压板下压或抬起的若干第一驱动件;第二压板组件包括并排设置的若干第二压板、分别驱动若干第二压板下压或抬起的若干第二驱动件;本技术第一压板和第二压板为分段设置,动力更分散,且使两个待焊接端部上受力更均匀,避免了空鼓、压不平整的问题。
技术研发人员:贝国平
受保护的技术使用者:苏州贝氏包装科技有限公司
技术研发日:20230506
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!