一种成型针插入工装的制作方法
本技术涉及成型针领域,特别是涉及一种成型针插入工装。
背景技术:
1、互感器通常指电流互感器或者电压互感器,电流互感器是依据电磁感应原理将一次侧大电流转换成二次侧小电流来测量的仪器;电流互感器是由闭合的铁心和绕组组成;它的一次侧绕组匝数很少,串在需要测量的电流的线路中,电压互感器和变压器类似,是用来变换电压的仪器。
2、在互感器尤其是环形互感器加工过程中,包括将成型针插接到互感器产品对应的接孔中,传统的生产方式是采用手工操作,而手工插成型针往往无法保证插针尺寸和位置度要求,因此在加工时会由于误差导致生产效率低,不良率高,影响品质,进而影响产品的合格率,为改善这一问题,因此提出一种成型针插入工装。
技术实现思路
1、为了克服现有技术的不足,本实用新型提供一种成型针插入工装,产生了在加工时提高产品合格率的技术效果。
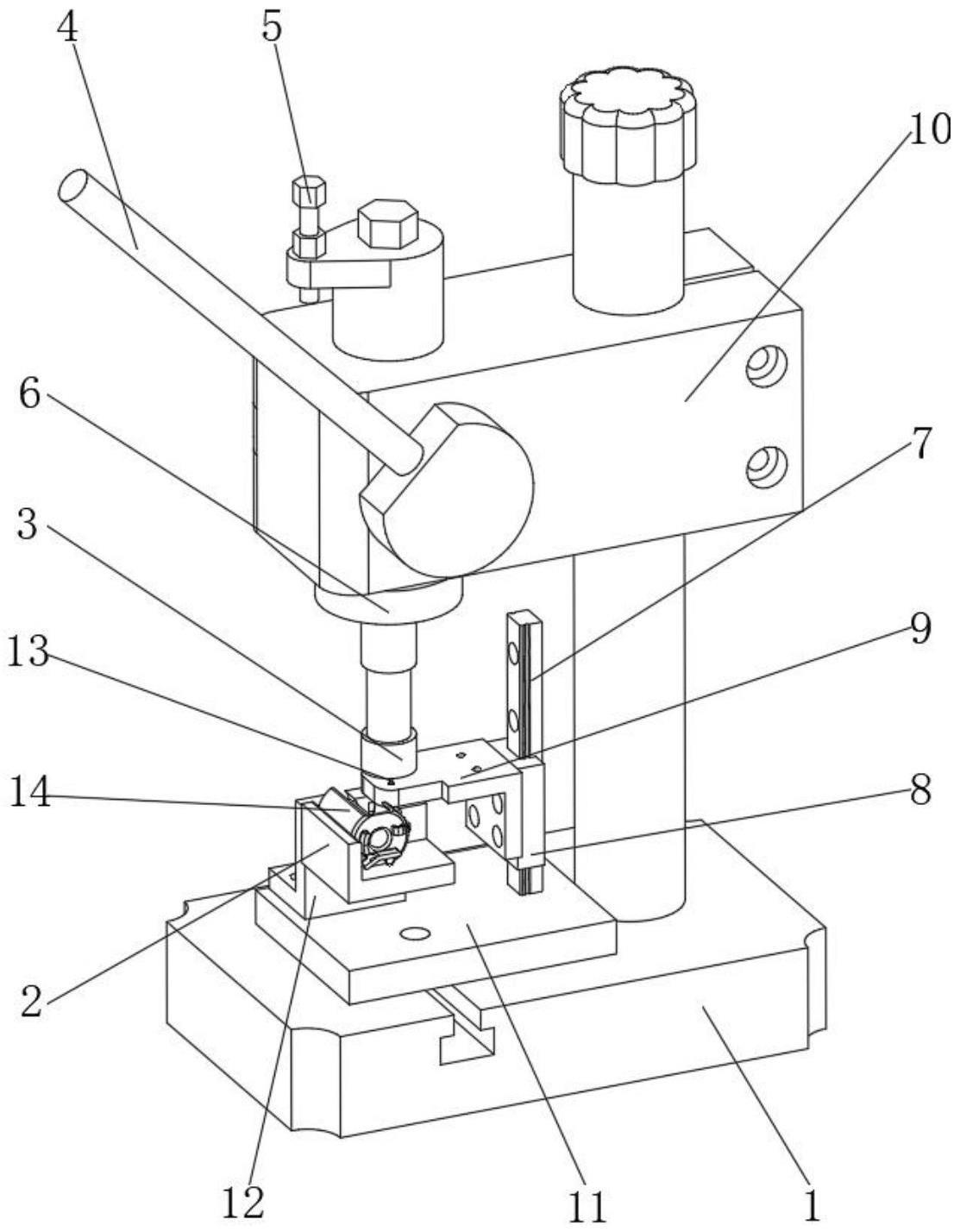
2、为解决上述技术问题,本实用新型提供如下技术方案:一种成型针插入工装,包括底座,所述底座顶部包括有产品定位机构和手动插入机构,产品定位机构包括固定底板、底模连接板和产品定位底模;以及所述手动插入机构包括滑轨、滑块、成型针导向定位板、机头和压模。
3、作为本实用新型的一种优选技术方案,所述固定底板固定在底座的顶部,所述底模连接板设置为l形,并且所述底模连接板的底部安装在固定底板的顶部。
4、作为本实用新型的一种优选技术方案,所述产品定位底模安装在底模连接板顶部,以及所述产品定位底模顶部开设有台阶槽,所述产品定位底模顶部的槽内放置有待加工产品。
5、作为本实用新型的一种优选技术方案,所述滑轨竖直固定在固定底板顶部,所述成型针导向定位板呈l形,并且所述成型针导向定位板与滑块固定,以及所述成型针导向定位板的顶部开设有与待加工产品孔距一致的圆孔,所述成型针导向定位板顶部的圆孔中放置有成型针主体。
6、作为本实用新型的一种优选技术方案,所述机头底部安装有上模芯,所述压模安装在上模芯内的通孔中,并且所述压模底部的端面呈平面且位于成型针主体的正上方。
7、作为本实用新型的一种优选技术方案,所述机头的侧面安装有手柄,所述手柄与穿过机头的上模芯固定连接,以及所述上模芯的顶部安装有行程限位螺丝。
8、与现有技术相比,本实用新型能达到的有益效果是:
9、1、本实用新型通过手工把待加工产品放置到产品定位底模上,放下成型针导向定位板在待加工产品的上方,此时在成型针导向定位板上的孔中分别放入两根成型针主体,通过手柄往下压使得安装在机头上的压模往下,接触到成型针主体的顶部,直到往下压到碰到行程限位螺丝处,即可使成型针主体插入到待加工产品上,完成插入安装的操作,之后再转动手柄,使压模复位,之后把成型针导向定位板往上推,即可拿出插针完成的产品,继续对下一个产品进行加工,从而达到在加工时提高产品合格率的技术效果;
10、2、本实用新型通过滑轨竖直固定在固定底板顶部,成型针导向定位板呈l形,并且成型针导向定位板与滑块固定,以及成型针导向定位板的顶部开设有与待加工产品孔距一致的圆孔,成型针导向定位板顶部的圆孔中放置有成型针主体,通过滑块使成型针导向定位板上下滑动时精准定位,并且通过成型针导向定位板对成型针主体进行限位,使成型针主体更方便插入至待加工产品,从而达到防止成型针在插入到产品中时产生偏移的技术效果。
技术特征:
1.一种成型针插入工装,包括底座(1),其特征在于:所述底座(1)顶部包括有产品定位机构和手动插入机构,产品定位机构包括固定底板(11)、底模连接板(12)和产品定位底模(2);以及所述手动插入机构包括滑轨(7)、滑块(8)、成型针导向定位板(9)、机头(10)和压模(3)。
2.根据权利要求1所述的一种成型针插入工装,其特征在于:所述固定底板(11)固定在底座(1)的顶部,所述底模连接板(12)设置为l形,并且所述底模连接板(12)的底部安装在固定底板(11)的顶部。
3.根据权利要求1所述的一种成型针插入工装,其特征在于:所述产品定位底模(2)安装在底模连接板(12)顶部,以及所述产品定位底模(2)顶部开设有台阶槽,所述产品定位底模(2)顶部的槽内放置有待加工产品(14)。
4.根据权利要求1所述的一种成型针插入工装,其特征在于:所述滑轨(7)竖直固定在固定底板(11)顶部,所述成型针导向定位板(9)呈l形,并且所述成型针导向定位板(9)与滑块(8)固定,以及所述成型针导向定位板(9)的顶部开设有与待加工产品(14)孔距一致的圆孔,所述成型针导向定位板(9)顶部的圆孔中放置有成型针主体(13)。
5.根据权利要求1所述的一种成型针插入工装,其特征在于:所述机头(10)底部安装有上模芯(6),所述压模(3)安装在上模芯(6)内的通孔中,并且所述压模(3)底部的端面呈平面且位于成型针主体(13)的正上方。
6.根据权利要求1所述的一种成型针插入工装,其特征在于:所述机头(10)的侧面安装有手柄(4),所述手柄(4)与穿过机头(10)的上模芯(6)固定连接,以及所述上模芯(6)的顶部安装有行程限位螺丝(5)。
技术总结
本技术公开了一种成型针插入工装,包括底座,底座顶部包括有产品定位机构和手动插入机构,通过手工把待加工产品放置到产品定位底模上,放下成型针导向定位板在待加工产品的上方,此时在成型针导向定位板上的孔中分别放入两根成型针主体,通过手柄往下压使得安装在机头上的压模往下,接触到成型针主体的顶部,直到往下压到碰到行程限位螺丝处,即可使成型针主体插入到待加工产品上,完成插入安装的操作,之后再转动手柄,使压模复位,之后把成型针导向定位板往上推,即可拿出插针完成的产品,继续对下一个产品进行加工,从而达到在加工时提高产品合格率的技术效果。
技术研发人员:马隆,朱兆明,吴桂珍
受保护的技术使用者:上海百康电子元件有限公司
技术研发日:20230506
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!