一种攻丝机用上料装置的制作方法
本技术涉及上料装置,具体为一种攻丝机用上料装置。
背景技术:
1、攻丝机是一种在机件壳体、设备端面、螺母、法兰盘等各种具有不同规格的通孔或盲孔的零件的孔的内侧面加工出内螺纹、螺丝或叫牙扣的机械加工设备。攻丝机也叫攻牙机、螺纹攻牙机、螺纹攻丝机、自动攻牙机等。
2、现有的攻丝机在使用的过程中,需要人工一个个将需要加工的工件放置在丝攻机加工的工位上,随后启动攻丝机对其进行加工,这种加工的方式由于需要人工手动参与,效率较慢,攻丝机的加工速率受到人工放置零件速度的影响,不仅操作起来较为麻烦,也大大增加了人力成本,不适用于大批量工件的加工,且现有的攻丝机在对工件进行加工时,进行出现加工部位出现偏差,对工件的定位性能较差,一般是工人依靠经验对工件的加工位置进行判断,误差较大,非常影响加工精度,同时,由于攻丝机运行时需要对工件进行钻孔,一些工件的本体受冲击能力较差,受到强冲击力时加工部位容易开裂,这种现象也变相的提高了攻丝机的使用成本。基于以上问题,我们提供了一种攻丝机用上料装置。
技术实现思路
1、本实用新型的目的在于提供一种攻丝机用上料装置,具备攻丝机自动化生产,提高攻丝机生产效率,降低人力成本,提高对工件加工的精准度的优点,解决了现有的上料装置需要人工参与,上料效率较低,现有的上料装置上料后无法对工件进行定位,导致工件加工时存在误差较大的问题。
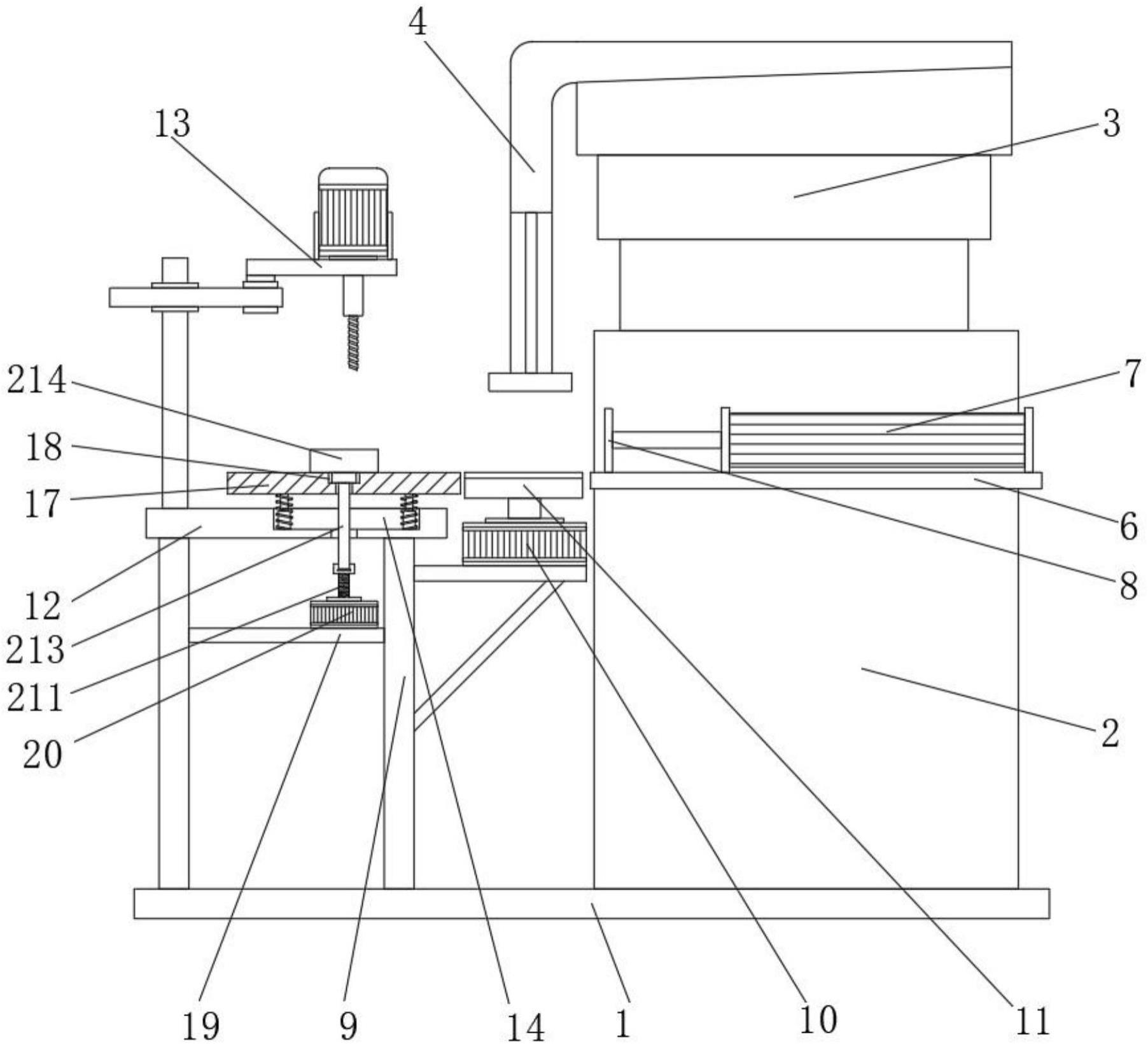
2、为实现上述目的,本实用新型提供如下技术方案:一种攻丝机用上料装置,包括底板,所述底板顶部的右侧栓接有震动上料机,所述震动上料机的顶部栓接有上料圆盘,所述上料圆盘的左侧栓接有输送杆,所述输送杆的内侧开设有输送槽,所述震动上料机的正面栓接有稳固板,所述稳固板的顶部栓接有气缸,所述气缸的左侧栓接有推动板,所述底板顶部的左侧栓接有工作台,所述工作台的右侧栓接有第一伺服电机,所述第一伺服电机的输出端栓接有转动盘,所述工作台的顶部栓接有安装板,所述安装板的左侧栓接有攻丝机本体,所述安装板顶部的右侧开设有安装槽,所述安装槽内腔顶部的四角均栓接有阻尼器,所述阻尼器的表面套接有弹簧,所述阻尼器的顶部栓接有承接板,所述承接板的前后两侧和上下两侧均开设有第一通槽,所述工作台下部的内侧栓接有横板,所述横板的顶部栓接有第二伺服电机,所述第二伺服电机的输出端栓接有定位组件。
3、本实用新型进一步设置为,所述定位组件包括丝杆,所述丝杆的另一端与承接板底部的中心通过轴承转动连接,所述丝杆的表面螺纹连接有内螺纹件,所述内螺纹件的前后两侧均铰接有连接杆,所述连接杆的另一端穿过第一通槽铰接有定位板。
4、采用上述技术方案:使第二伺服电机带动丝杆转动,丝杆转动的同时会使内螺纹件在丝杆的表面轴向移动,从而带动连接杆的一端垂直移动,连接杆的另一端会受到垂直移动的影响从而在第一通槽顶部水平移动,便于对工件进行定位,提高了攻丝机本体的工作效率。
5、本实用新型进一步设置为,所述上料圆盘的顶部设置有t型工件,且t型工件与输送槽的内侧滑动连接,所述输送杆的另一端斜向对准稳固板顶部的左侧,且输送杆内侧输送槽与稳固板顶部之间的内角呈度。
6、采用上述技术方案:使t型工件能够在输送槽中滑动的同时,输送槽的底部留空,便于t型工件在输送槽中快速定位和稳定移动,由于输送杆与稳固板的顶部之间内角呈度斜角,t型工件在自重的作用下向转动盘处滑动并掉落至转动盘顶部。
7、本实用新型进一步设置为,所述定位板的内侧贴接有橡胶缓冲垫。
8、采用上述技术方案:避免定位板向内侧移动对工件进行定位时损伤工件。
9、本实用新型进一步设置为,所述安装槽的中部开设有第二通槽。
10、采用上述技术方案:便于丝杆和连接杆穿过安装板,便于连接杆的另一端在第二通槽中展开和收缩。
11、与现有技术相比,本实用新型的有益效果如下:
12、1、本实用新型通过设置工件通过震动上料机传递到上料圆盘上随后通过输料槽将工件输送到转动盘上,转动盘将工件转动至合适位置后气缸推动工件至加工处进行钻孔处理,具备自动上料的功能,通过滑动和旋转的方式,能够有效地提高上料装置的自动化程度,避免了大大提高了上料装置的上料效率;
13、2、本实用新型通过设置第二伺服电机转动带动丝杆转动使内螺纹件在丝杆表面轴向移动从而带动连接杆带动定位板在承接板顶部水平移动,具备快速定位的功能,通过旋转和推动的方式,能够有效地提高对工件加工的精准度,避免了现有的上料装置上料后无法对工件进行定位,导致工件加工时存在误差较大的问题,大大提高了上料装置的实用性。
技术特征:
1.一种攻丝机用上料装置,包括底板(1),其特征在于:所述底板(1)顶部的右侧栓接有震动上料机(2),所述震动上料机(2)的顶部栓接有上料圆盘(3),所述上料圆盘(3)的左侧栓接有输送杆(4),所述输送杆(4)的内侧开设有输送槽(5),所述震动上料机(2)的正面栓接有稳固板(6),所述稳固板(6)的顶部栓接有气缸(7),所述气缸(7)的左侧栓接有推动板(8),所述底板(1)顶部的左侧栓接有工作台(9),所述工作台(9)的右侧栓接有第一伺服电机(10),所述第一伺服电机(10)的输出端栓接有转动盘(11),所述工作台(9)的顶部栓接有安装板(12),所述安装板(12)的左侧栓接有攻丝机本体(13),所述安装板(12)顶部的右侧开设有安装槽(14),所述安装槽(14)内腔顶部的四角均栓接有阻尼器(15),所述阻尼器(15)的表面套接有弹簧(16),所述阻尼器(15)的顶部栓接有承接板(17),所述承接板(17)的前后两侧和上下两侧均开设有第一通槽(18),所述工作台(9)下部的内侧栓接有横板(19),所述横板(19)的顶部栓接有第二伺服电机(20),所述第二伺服电机(20)的输出端栓接有定位组件(21)。
2.根据权利要求1所述的一种攻丝机用上料装置,其特征在于:所述定位组件(21)包括丝杆(211),所述丝杆(211)的另一端与承接板(17)底部的中心通过轴承转动连接,所述丝杆(211)的表面螺纹连接有内螺纹件(212),所述内螺纹件(212)的前后两侧均铰接有连接杆(213),所述连接杆(213)的另一端穿过第一通槽(18)铰接有定位板(214)。
3.根据权利要求1所述的一种攻丝机用上料装置,其特征在于:所述上料圆盘(3)的顶部设置有t型工件(22),且t型工件(22)与输送槽(5)的内侧滑动连接,所述输送杆(4)的另一端斜向对准稳固板(6)顶部的左侧,且输送杆(4)内侧输送槽(5)与稳固板(6)顶部之间的内角呈45度。
4.根据权利要求2所述的一种攻丝机用上料装置,其特征在于:所述定位板(214)的内侧贴接有橡胶缓冲垫(23)。
5.根据权利要求1所述的一种攻丝机用上料装置,其特征在于:所述安装槽(14)的中部开设有第二通槽(24)。
技术总结
本技术公开了一种攻丝机用上料装置,包括底板,所述底板顶部的右侧栓接有震动上料机,所述震动上料机的顶部栓接有上料圆盘,所述上料圆盘的左侧栓接有输送杆,所述输送杆的内侧开设有输送槽,所述震动上料机的正面栓接有稳固板,所述稳固板的顶部栓接有气缸,所述气缸的左侧栓接有推动板,本技术通过设置工件通过震动上料机传递到上料圆盘上随后通过输料槽将工件输送到转动盘上,转动盘将工件转动至合适位置后气缸推动工件至加工处进行钻孔处理,具备自动上料的功能,通过滑动和旋转的方式,能够有效地提高上料装置的自动化程度,避免了大大提高了上料装置的上料效率。
技术研发人员:刘文理
受保护的技术使用者:眉县恒泰机械制造有限公司
技术研发日:20230506
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!