一种增材制造中的拼接固定工装的制作方法
本技术涉及一种增材制造中的拼接固定工装,属于固定工装。
背景技术:
1、增材制造是通过逐层堆叠材料来构建物体的三维形状,也被称为3d打印技术。由于增材制造是逐层制造的,因此可用于生产形状复杂的产品,如不好夹持和固定的c型件。
2、对于尺寸较大的c型工件,用一台增材制造设备对工件整体进行打印耗时长,难度大。为了节省打印时间和打印难度,一般会将c形件分为两个部分用两台设备同时各打印一半,最后将两个部分进行拼焊。
3、由于c型工件形状不规则,现有的夹持设备难以稳定夹持,在工作台上装夹会出现拼接难度大、拼接后达不到要求等问题。
技术实现思路
1、本实用新型提供一种增材制造中的拼接固定工装,以解决上述现有技术存在的问题。
2、为了实现上述目的,本实用新型采用的技术方案为:
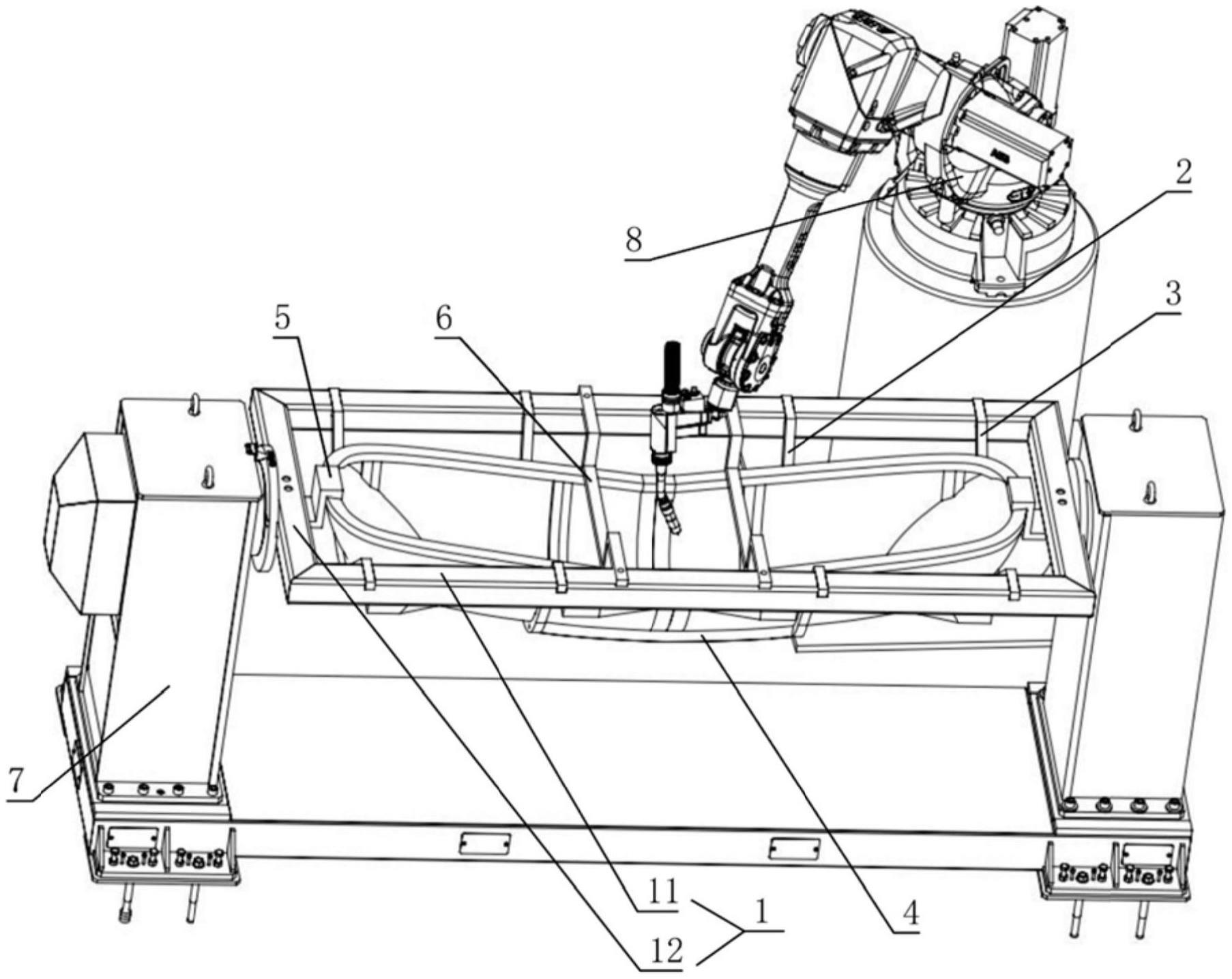
3、一种增材制造中的拼接固定工装,包括固定框架和两个对称设置在固定框架上的固定组件,
4、固定组件包括下支撑单元和上扣压单元,下支撑单元设置有曲面贴合部,曲面贴合部能够贴合在c型工件的底部,
5、上扣压单元设置有扣压部,扣压部能够从c型工件的顶部向下压住c型工件,配合下支撑单元固定c型工件。
6、进一步地,固定框架包括两个第一固定臂和两个第二固定臂,其中一个第二固定臂与两个第一固定臂同一侧的端部均固定连接,另一个第二固定臂与两个第一固定臂另一侧的端部固定连接。
7、进一步地,下支撑单元包括两端分别设置在两个第一固定臂上的端部支撑架和中部支撑架,端部支撑架用于支撑c型工件的端部,中部支撑架用于支撑c型工件的中部。
8、进一步地,端部支撑架上设置有支撑斜坡,支撑斜坡上设置有与c型工件端部底面贴合的第一曲面贴合部。
9、进一步地,中部支撑架上设置有与c型工件中部底面贴合的第二曲面贴合部。
10、进一步地,两个中部支撑架之间连接有两个连接支撑架,连接支撑架上设置有与c型工件底部贴合的第三曲面贴合部。
11、进一步地,上扣压单元包括设置第二固定臂上的端部扣压架和两端分别设置在两个第一固定臂上的中部扣压架。
12、进一步地,端部扣压架和中部扣压架分别可拆卸的固定安装在第二固定臂和第一固定臂上。
13、与现有技术对比,本实用新型的有益效果为:
14、通过设置上扣压单元和下支撑单元,下支撑单元中的曲面贴合部能够贴合c型工件的底部曲面,形成底部支撑,再使用上扣压单元的扣压部从c型工件的顶部压住c型工件,避免工件在曲面贴合部上移动,完成对c型工件的限位,便于对c型工件的两部分进行焊接操作;通过设置第一曲面贴合部、第二曲面贴合部和第三曲面贴合部,能够从多个位置对c型工件进行支撑。
技术特征:
1.一种增材制造中的拼接固定工装,其特征在于,包括固定框架(1)和两个对称设置在固定框架(1)上的固定组件,
2.根据权利要求1所述的一种增材制造中的拼接固定工装,其特征在于,所述固定框架(1)包括两个第一固定臂(11)和两个第二固定臂(12),其中一个所述第二固定臂(12)与两个第一固定臂(11)同一侧的端部均固定连接,另一个所述第二固定臂(12)与两个第一固定臂(11)另一侧的端部固定连接。
3.根据权利要求2所述的一种增材制造中的拼接固定工装,其特征在于,所述下支撑单元包括两端分别设置在两个第一固定臂(11)上的端部支撑架(3)和中部支撑架(2),所述端部支撑架(3)用于支撑c型工件的端部,所述中部支撑架(2)用于支撑c型工件的中部。
4.根据权利要求3所述的一种增材制造中的拼接固定工装,其特征在于,所述端部支撑架(3)上设置有支撑斜坡(31),所述支撑斜坡(31)上设置有与c型工件端部底面贴合的第一曲面贴合部(32)。
5.根据权利要求3所述的一种增材制造中的拼接固定工装,其特征在于,所述中部支撑架(2)上设置有与c型工件中部底面贴合的第二曲面贴合部(21)。
6.根据权利要求3所述的一种增材制造中的拼接固定工装,其特征在于,两个所述中部支撑架(2)之间连接有两个连接支撑架(4),所述连接支撑架(4)上设置有与c型工件底部贴合的第三曲面贴合部(41)。
7.根据权利要求1所述的一种增材制造中的拼接固定工装,其特征在于,所述上扣压单元包括设置第二固定臂(12)上的端部扣压架(5)和两端分别设置在两个第一固定臂(11)上的中部扣压架(6)。
8.根据权利要求7所述的一种增材制造中的拼接固定工装,其特征在于,所述端部扣压架(5)和中部扣压架(6)分别可拆卸的固定安装在第二固定臂(12)和第一固定臂(11)上。
技术总结
本技术公开了一种增材制造中的拼接固定工装,属于固定工装技术领域,包括固定框架和两个对称设置在固定框架上的固定组件,固定组件包括下支撑单元和上扣压单元,下支撑单元设置有曲面贴合部,上扣压单元设置有扣压部。本技术通过设置上扣压单元和下支撑单元,下支撑单元中的曲面贴合部能够贴合C型工件的底部曲面,形成底部支撑,再使用上扣压单元的扣压部从C型工件的顶部压住C型工件,避免工件在曲面贴合部上移动,完成对C型工件的限位,便于对C型工件的两部分进行焊接操作。
技术研发人员:周逸萌,唐凯,廖俊卿,钱佳伟
受保护的技术使用者:南京联空智能增材研究院有限公司
技术研发日:20230506
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!