缸盖的附件压装机的制作方法
本技术属于缸盖的压装设备,更具体的说涉及一种缸盖的附件压装机。
背景技术:
1、在气缸盖的水道口内需要装入碗型塞,油道内需要装入钢珠。
2、如申请人在先申请,公开号为cn210878449u的中国专利公开了一种气缸盖附件压装机,包括机架,机架上设置支架、气缸盖输送装置、气缸盖定位支撑装置和附件压装装置,在支架上设置气缸盖压紧装置和钢珠输送装置;气缸盖输送装置包括立杆和安装架,立杆上设置左右两组前后滑轨,前后滑轨上设置前后滑板,前后滑板上设置升降气缸,升降气缸的活塞杆连接输送板,输送板上设置输送定位销和输送限位座,安装架上设置前后移动气缸,前后移动气缸的活塞杆与前后滑板相连接;
3、所述的气缸盖定位支撑装置包括固定板,固定板与机架相固定,固定板上设置支撑杆和支撑定位销;
4、所述的附件压装装置包括碗型塞压装伺服缸和钢珠压装伺服缸,碗型塞压装伺服缸和钢珠压装伺服缸与机架相固定,碗型塞压装伺服缸的活塞杆连接碗型塞装配头,钢珠压装伺服缸的活塞杆连接钢珠推杆,在机架上设置固定座,固定座中设置固定杆,固定杆连接钢珠导套,钢珠导套中制有输入孔和穿孔,输入孔与穿孔相通,钢珠推杆与穿孔相配合;
5、所述的气缸盖压紧装置包括压紧气缸,压紧气缸与支架相固定,压紧气缸的活塞杆穿过支架连接压板;
6、所述的钢珠输送装置包括储料斗,储料斗中设置钢珠,储料斗下连接输料管,输料管的另一头与钢珠导套的输入孔相连接。
7、在上述专利技术中工人只需负责放好气缸盖和碗型塞附件,以及在完成压装后,取出装配好的气缸盖,压装机会自动输送钢珠,再自动压入钢珠和碗型塞,并将完成压装的气缸盖输出,半自动化加工。
8、但其附件压装装置中的碗型塞压装伺服缸和钢珠压装伺服缸位置固定的,同时其端部连接的碗型塞装配头和钢柱推杆也为固定的,即整个压装机仅能够压装同一种型号的缸盖,对于不同型号的缸盖其压装位置不同,无法进行变化适用,需额外再匹配压装机,成本高。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种能够根据缸盖的型号选择更换不同的附件定位机构,同时利用可调整位置的压装动力机构来压装附件定位机构上的碗型塞和/或钢珠,一套压装机可实现多型号缸盖的压装作业。
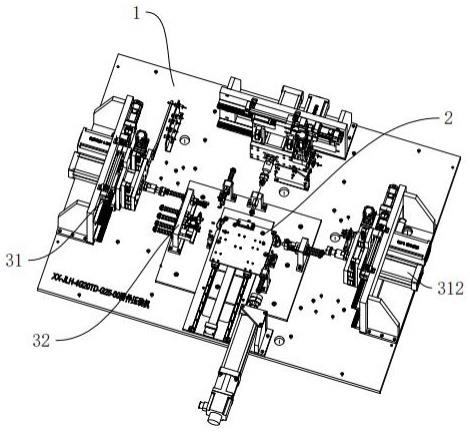
2、为实现上述目的,本实用新型提供了如下技术方案:一种缸盖的附件压装机,包括机架,机架上设置有气缸盖输送装置、气缸盖定位支撑装置、气缸盖压紧装置和附件压装装置,所述附件压装装置包括压装动力机构和附件定位机构,其中,
3、压装动力机构包括固定板、支撑板和伺服缸,所述固定板固定于机架上,支撑板与固定板之间设置有横向移动模组和竖向移动模组,所述伺服缸固定与支撑板上;
4、附件定位机构包括固定座,固定座位于伺服缸的前方,固定座与机架可拆卸连接,所述固定座上设置有若干附件压杆,所述附件压杆上连接有附件压头,附件压杆穿过固定座并与固定座滑动连接,所述附件压杆与固定座之间设置有复位弹簧。
5、进一步的所述附件压杆包括碗型塞压杆,所述附件压头为碗型塞装配头。
6、进一步的所述附件压杆包括钢珠压杆,所述附件压头为钢珠推杆,在固定座的前方设置有钢珠导套,钢珠导套中制有输入孔和穿孔,输入孔与穿孔相通,钢珠推杆与穿孔相配合,钢珠输入孔连接有钢珠输料管。
7、进一步的所述固定座与机架之间通过螺栓连接。
8、与现有技术相比,本实用新型的有益效果是:在进行不同型号的缸盖压装时,选择合适的附件定位机构安装于机架上,通过压装动力机构上的伺服缸来回移动依次和各个附件压杆对齐然后进行压装即可,仅需更换附件定位机构即可,更换容易,适用不同型号缸盖压装。
技术特征:
1.一种缸盖的附件压装机,包括机架,机架上设置有气缸盖输送装置、气缸盖定位支撑装置、气缸盖压紧装置和附件压装装置,其特征在于:所述附件压装装置包括压装动力机构和附件定位机构,其中,压装动力机构包括固定板、支撑板和伺服缸,所述固定板固定于机架上,支撑板与固定板之间设置有横向移动模组和竖向移动模组,所述伺服缸固定与支撑板上;附件定位机构包括固定座,固定座位于伺服缸的前方,固定座与机架可拆卸连接,所述固定座上设置有若干附件压杆,所述附件压杆上连接有附件压头,附件压杆穿过固定座并与固定座滑动连接,所述附件压杆与固定座之间设置有复位弹簧。
2.根据权利要求1所述的缸盖的附件压装机,其特征在于:所述附件压杆包括碗型塞压杆,所述附件压头为碗型塞装配头。
3.根据权利要求1或2所述的缸盖的附件压装机,其特征在于:所述附件压杆包括钢珠压杆,所述附件压头为钢珠推杆,在固定座的前方设置有钢珠导套,钢珠导套中制有输入孔和穿孔,输入孔与穿孔相通,钢珠推杆与穿孔相配合,钢珠输入孔连接有钢珠输料管。
4.根据权利要求1所述的缸盖的附件压装机,其特征在于:所述固定座与机架之间通过螺栓连接。
技术总结
本技术公开了一种缸盖的附件压装机,包括附件压装装置,所述附件压装装置包括压装动力机构和附件定位机构,其中,压装动力机构包括固定板、支撑板和伺服缸,所述固定板固定于机架上,支撑板与固定板之间设置有横向移动模组和竖向移动模组,所述伺服缸固定与支撑板上;附件定位机构包括固定座,固定座位于伺服缸的前方,固定座与机架可拆卸连接,所述固定座上设置有若干附件压杆,所述附件压杆上连接有附件压头,附件压杆穿过固定座并与固定座滑动连接,所述附件压杆与固定座之间设置有复位弹簧,本技术能够根据缸盖的型号选择更换不同的附件定位机构,同时利用可调整位置的压装动力机构来压装附件定位机构上的碗型塞和/或钢珠。
技术研发人员:杨程日
受保护的技术使用者:浙江诺肯机械科技有限公司
技术研发日:20230508
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!