一种缸套加工粗镗装置的制作方法
本技术属于缸套加工,具体涉及一种缸套加工粗镗装置。
背景技术:
1、缸套就是气缸套的简称,它镶在缸体的缸筒内,与活塞和缸盖共同组成燃烧室。缸套分为干缸套和湿缸套两大类。背面不接触冷却水的气缸套叫干缸套,背面和冷却水接触的气缸套是湿缸套。
2、缸套加工过程中,第一道工序即为粗镗内孔,其加工质量关系到气缸套毛坯废品率及下道工序的加工质量,为了保证气缸套加工时的稳定性,需采用夹具对气缸套进行夹持定位,然而,现有的夹具大多只能够对气缸套的底端进行夹持,而对于一些较长的气缸套,只夹持底端时稳定性不高,将会影响加工质量。
技术实现思路
1、本实用新型的目的在于提供一种缸套加工粗镗装置,以解决上述背景技术中提出的问题。
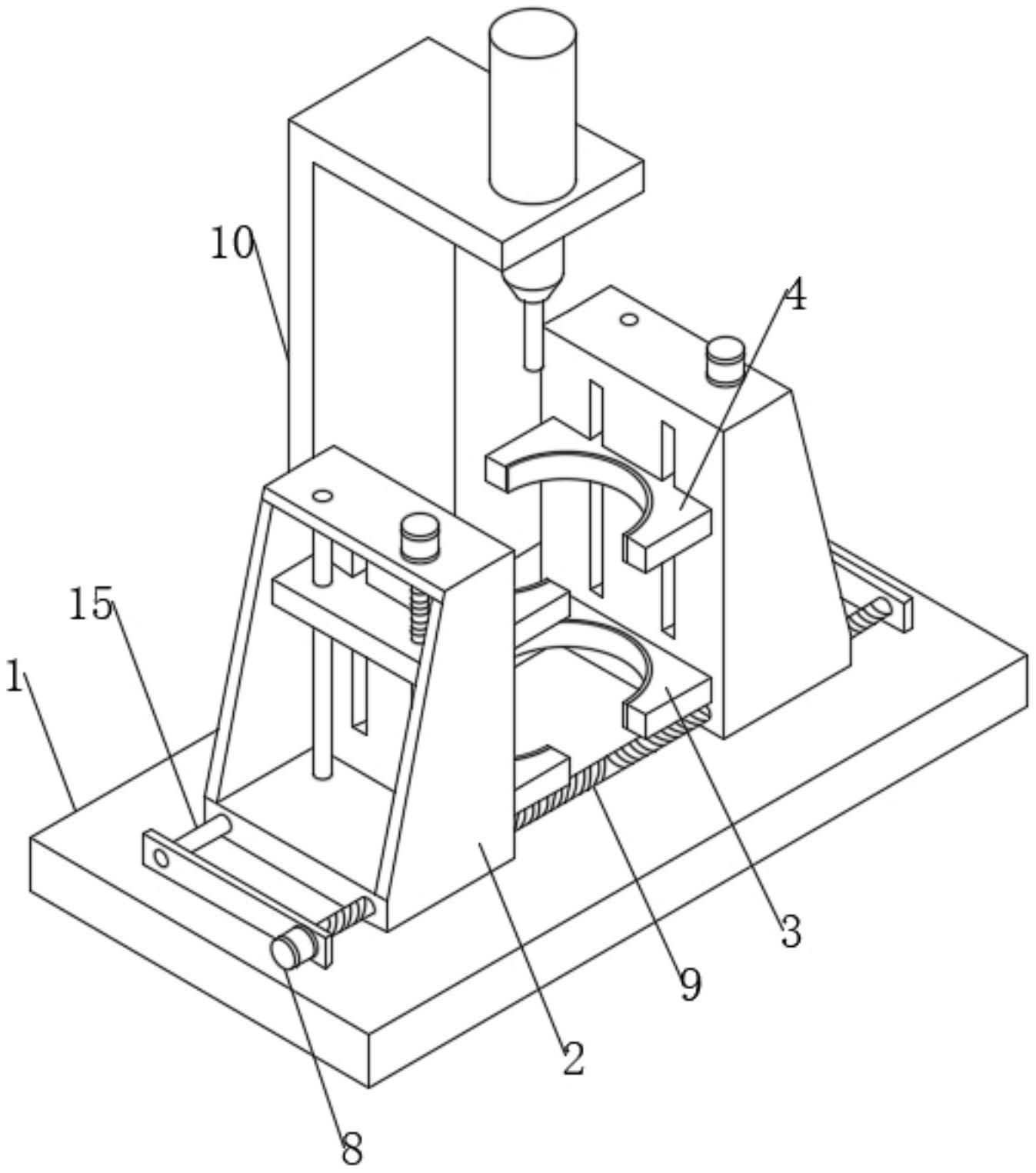
2、为实现上述目的,本实用新型提供如下技术方案:一种缸套加工粗镗装置,包括底座和滑动安装在底座上的两个夹持座,两个所述夹持座相互靠近一侧的下端均固定连接有下夹板,所述夹持座靠近下夹板的上方滑动安装有上夹板,所述夹持座的顶部固定安装有第一电机,所述第一电机的输出端固定连接有竖向螺杆,所述竖向螺杆上螺纹连接有连接座,所述连接座与上夹板固定连接,所述底座的一端固定安装有第二电机,所述第二电机的输出端固定连接有双向螺杆,两个所述夹持座分别螺纹连接在双向螺杆的两端。
3、作为一种优选的实施方式,所述底座的一侧设有粗镗机构。
4、作为一种优选的实施方式,所述下夹板和上夹板的内壁均固定连接有防滑层。
5、作为一种优选的实施方式,所述夹持座靠近竖向螺杆的一侧固定安装有竖向导杆,所述连接座滑动套接在竖向导杆上。
6、作为一种优选的实施方式,所述夹持座的内部开设有导向孔,所述连接座与上夹板之间设有导向块,所述导向块滑动于导向孔内。
7、作为一种优选的实施方式,所述底座靠近双向螺杆的一侧固定安装有横向导杆,所述夹持座滑动套接在横向导杆上。
8、与现有技术相比,本实用新型的有益效果是:
9、该缸套加工粗镗装置,通过下夹板可对缸套底端进行夹持,通过上夹板可对缸套较高端进行夹持,从而使整个缸套的稳定性提高,进而提高加工质量;
10、该缸套加工粗镗装置,通过第一电机、竖向螺杆和连接座的设置,启动第一电机可带动竖向螺杆转动,使竖向螺杆带动连接座沿竖向螺杆竖向运动,使连接座带动上夹板进行升降,从而可根据缸套的长度对上夹板的高度进行调节,便于对不同长度的缸套进行夹持定位,确保稳定性。
技术特征:
1.一种缸套加工粗镗装置,包括底座(1)和滑动安装在底座(1)上的两个夹持座(2),其特征在于:两个所述夹持座(2)相互靠近一侧的下端均固定连接有下夹板(3),所述夹持座(2)靠近下夹板(3)的上方滑动安装有上夹板(4),所述夹持座(2)的顶部固定安装有第一电机(5),所述第一电机(5)的输出端固定连接有竖向螺杆(6),所述竖向螺杆(6)上螺纹连接有连接座(7),所述连接座(7)与上夹板(4)固定连接,所述底座(1)的一端固定安装有第二电机(8),所述第二电机(8)的输出端固定连接有双向螺杆(9),两个所述夹持座(2)分别螺纹连接在双向螺杆(9)的两端。
2.根据权利要求1所述的一种缸套加工粗镗装置,其特征在于:所述底座(1)的一侧设有粗镗机构(10)。
3.根据权利要求1所述的一种缸套加工粗镗装置,其特征在于:所述下夹板(3)和上夹板(4)的内壁均固定连接有防滑层(11)。
4.根据权利要求1所述的一种缸套加工粗镗装置,其特征在于:所述夹持座(2)靠近竖向螺杆(6)的一侧固定安装有竖向导杆(12),所述连接座(7)滑动套接在竖向导杆(12)上。
5.根据权利要求1所述的一种缸套加工粗镗装置,其特征在于:所述夹持座(2)的内部开设有导向孔(13),所述连接座(7)与上夹板(4)之间设有导向块(14),所述导向块(14)滑动于导向孔(13)内。
6.根据权利要求1所述的一种缸套加工粗镗装置,其特征在于:所述底座(1)靠近双向螺杆(9)的一侧固定安装有横向导杆(15),所述夹持座(2)滑动套接在横向导杆(15)上。
技术总结
本技术公开了一种缸套加工粗镗装置,属于缸套加工领域,包括底座和滑动安装在底座上的两个夹持座,两个所述夹持座相互靠近一侧的下端均固定连接有下夹板,所述夹持座靠近下夹板的上方滑动安装有上夹板,所述夹持座的顶部固定安装有第一电机,所述第一电机的输出端固定连接有竖向螺杆,所述竖向螺杆上螺纹连接有连接座,所述连接座与上夹板固定连接,所述底座的一端固定安装有第二电机,所述第二电机的输出端固定连接有双向螺杆,两个所述夹持座分别螺纹连接在双向螺杆的两端;通过下夹板可对缸套底端进行夹持,通过上夹板可对缸套较高端进行夹持,从而使整个缸套的稳定性提高,进而提高加工质量。
技术研发人员:王云耸,赵旭光,王寿鹏,马雪霞,丁洪涛
受保护的技术使用者:青岛矢和精工汽车配件有限公司
技术研发日:20230509
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!