一种镗削精密孔的快速定位与装夹工装的制作方法
本技术涉及航空机械零件加工,具体为一种镗削精密孔的快速定位与装夹工装。
背景技术:
1、镗削是一种用刀具扩大孔或其它圆形轮廓的内径切削工艺,其应用范围一般从半粗加工到精加工,所用刀具通常为单刃镗刀。用旋转的单刃镗刀把工件上的预制孔扩大到一定尺寸,使之达到要求的精度和表面粗糙度的切削加工。镗削一般在镗床、加工中心和组合机床上进行,主要用于加工箱体、支架和机座等工件上的圆柱孔、螺纹孔、孔内沟槽和端面。
2、在航空机械零件的加工生产中,往往遇到某些钢摇臂类零件。通常,这类零件存在耳片结构特征,且耳片上含有一定尺寸要求的精密通孔。对于耳片精密孔的加工,一方面既要保证孔尺寸精度以及两孔孔距要求,另一方面又要保证耳片最薄边缘厚度,以满足最小强度要求。初始数控方案批产报废率约70%,究其原因一方面是零件热处理后,耳片存在一定变形,数控校初孔直接加工到位,没有考虑到耳片最小边缘壁厚及两孔孔距等关联尺寸,是成批报废的主要原因;另一方面,人为因素较大,每做一个零件,操作工就要对刀校孔,加工效率较低,质量极其不稳定。综上,对于耳片精密孔的加工来说,难度较大,加工相对困难,尺寸难以保证,需要一种镗削精密孔的快速定位与装夹工装。
技术实现思路
1、本实用新型目的是针对背景技术中存在的问题,提出一种镗削精密孔的快速定位与装夹工装。
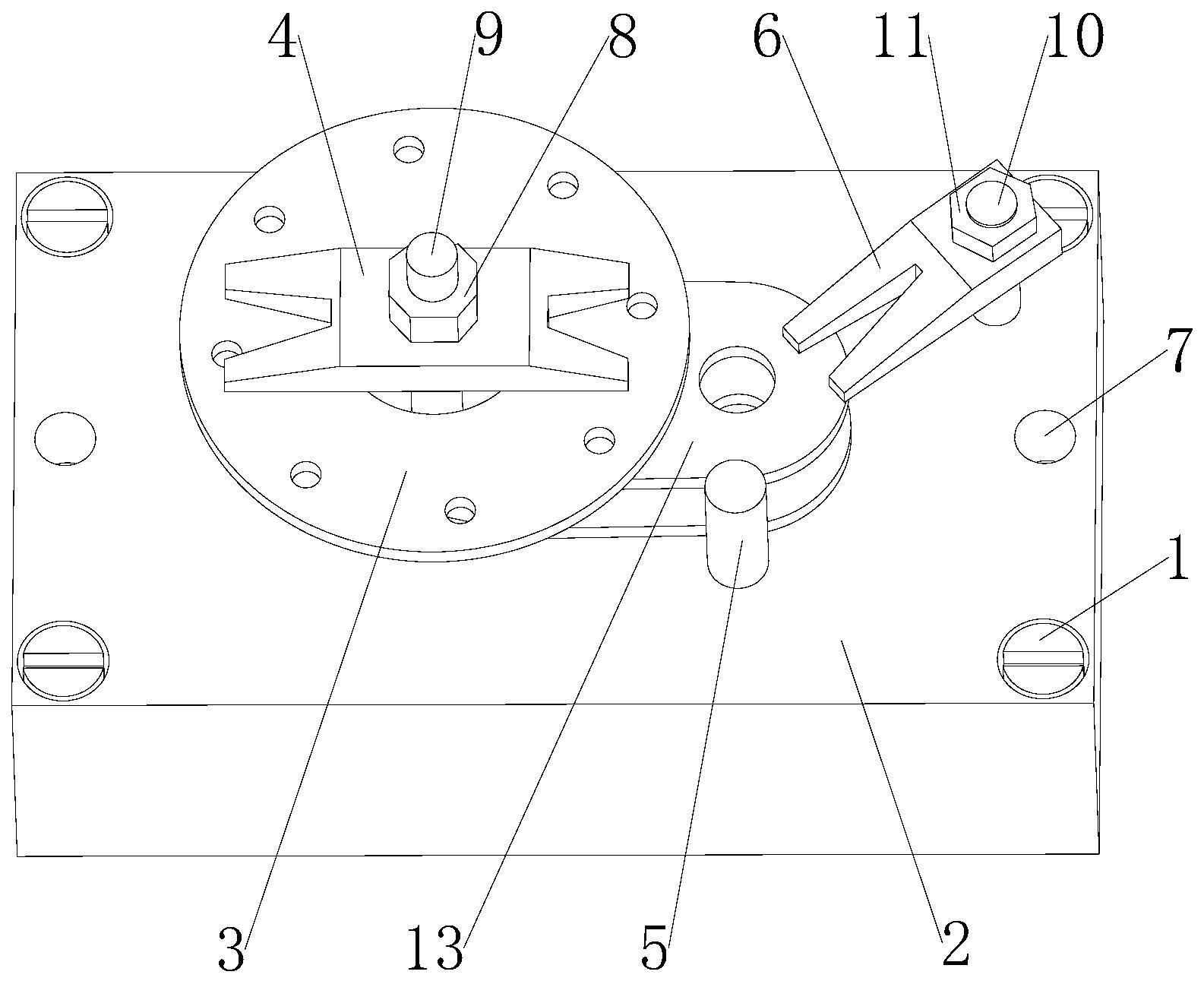
2、本实用新型的技术方案:一种镗削精密孔的快速定位与装夹工装,包括基体、压板a、定位挡销、压板b、螺母a、安装杆a、安装杆b和螺母b;
3、基体上设有用于安装基体的装夹螺栓;
4、基体上设有用于安装钢摇臂零件的安装孔,安装杆a连接基体上的安装孔内,安装杆a与安装孔同轴分布,压板a滑动连接安装杆a,螺母a与安装杆a螺纹配合连接,螺母a的下端面压紧压板a的上端面;
5、安装杆b连接基体的上端面,压板b滑动连接安装杆b,螺母b与安装杆b螺纹配合连接,螺母b压紧压板b的上端面;
6、定位挡销连接基体的上端面,钢摇臂零件上设有耳片,耳片的侧边压紧定位挡销。
7、优选的,基体上设有两个用于定位基体的基体定位孔,两个基体定位孔在基体上对称分布。
8、优选的,压板a上设有通孔a,安装杆a穿过通孔a,通孔a的内径值大于安装杆a的外径值。
9、优选的,压板b上设有通孔b,安装杆b穿过通孔b,通孔b的内径值大于安装杆b的外径值。
10、优选的,压板a和压板b的下端面均设有防滑垫。
11、优选的,基体上设有用于镗销的盲孔。
12、优选的,装夹螺栓设有多个,多个装夹螺栓在基体上均匀分布。
13、与现有技术相比,本实用新型的上述技术方案具有如下有益的技术效果:
14、首先通过基体上的基体定位孔对工装夹具进行定位,定好位后通过多个装夹螺栓将工装夹具安装在工作台面上,钢摇臂零件上的圆轴插入基体上的安装孔内,安装杆a穿过圆轴上的孔,旋转螺母a,压板a压紧钢摇臂零件,基体上的定位挡销阻挡住钢摇臂零件的旋转,进一步固定零件的位置,旋转螺母b,压板b的下端面压紧钢摇臂零件上的耳片,即可固定住钢摇臂零件的位置;本实用新型中工装夹具快速定位和安装零件,提高零件的装夹效率;通过镗孔工装确保镗孔一次加工成型,批产合格率大幅提升,保证了零件的相关技术要求及成熟度;工装设计结构简单,应用原理通俗易懂,充分考虑了实际装夹不易、定位困难等问题,工人操作及维护方便快捷,生产效果明显,批产加工效益好。
技术特征:
1.一种镗削精密孔的快速定位与装夹工装,其特征在于,包括基体(2)、压板a(4)、定位挡销(5)、压板b(6)、螺母a(8)、安装杆a(9)、安装杆b(10)和螺母b(11);
2.根据权利要求1所述的一种镗削精密孔的快速定位与装夹工装,其特征在于,基体(2)上设有两个用于定位基体(2)的基体定位孔(7),两个基体定位孔(7)在基体(2)上对称分布。
3.根据权利要求1所述的一种镗削精密孔的快速定位与装夹工装,其特征在于,压板a(4)上设有通孔a,安装杆a(9)穿过通孔a,通孔a的内径值大于安装杆a(9)的外径值。
4.根据权利要求1所述的一种镗削精密孔的快速定位与装夹工装,其特征在于,压板b(6)上设有通孔b,安装杆b(10)穿过通孔b,通孔b的内径值大于安装杆b(10)的外径值。
5.根据权利要求1所述的一种镗削精密孔的快速定位与装夹工装,其特征在于,压板a(4)和压板b(6)的下端面均设有防滑垫。
6.根据权利要求1所述的一种镗削精密孔的快速定位与装夹工装,其特征在于,基体(2)上设有用于镗销的盲孔。
7.根据权利要求1所述的一种镗削精密孔的快速定位与装夹工装,其特征在于,装夹螺栓(1)设有多个,多个装夹螺栓(1)均连接基体(2)并在基体(2)上均匀分布。
技术总结
本技术涉及航空机械零件加工技术领域,具体为一种镗削精密孔的快速定位与装夹工装,包括基体、压板a、定位挡销、压板b、螺母a、安装杆a、安装杆b和螺母b;基体设有装夹螺栓;基体设有安装孔,安装杆a连接安装孔,压板a滑动连接安装杆a,螺母a与安装杆a螺纹配合连接;安装杆b连接基体的上端面,压板b滑动连接安装杆b,螺母b与安装杆b螺纹配合连接,螺母b压紧压板b;定位挡销连接基体,钢摇臂零件上设有耳片,耳片的侧边压紧定位挡销。本技术中耳片精密孔的孔心位置由机床保证,锪孔深度由机床Z值保证,确保一次锪孔成功,且关联尺寸要求得到保证,减少人为因素干扰,提高零件加工的合格率。
技术研发人员:石鑫,梁明,敖晓晖,张永东,刘俊玮,胡水华,万鑫,孟金金,贺颖相
受保护的技术使用者:南昌新宝路航空科技有限公司
技术研发日:20230509
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!