短管加工工装的制作方法
本技术涉及短管加工,特别涉及一种短管加工工装。
背景技术:
1、管加工主要加工工业、化工、民用、建筑、船舶制造等行业需求的管子,加工场地要求宽阔,管加工设备要求能够满足管子制作工艺的要求,工作人员必须能够理解图纸并且按照工艺完成管子的制作。而在进行短管螺纹加工时,受管螺纹加工机床床身长度的约束,如果要加工短于车身长度的短管,需要把短管焊接加长后再加工,加工完再切下焊接的部分,切下后还需要齐头,打磨,效率低,成本高,因此针对上述不足发明一种短管加工工装,更方便进行短管加工使用。
技术实现思路
1、本实用新型所要解决的技术问题,是针对上述存在的技术不足,提供一种短管加工工装。该工装的使用,提高了短管加工的效率,降低了成本,短管螺纹加工更方便。
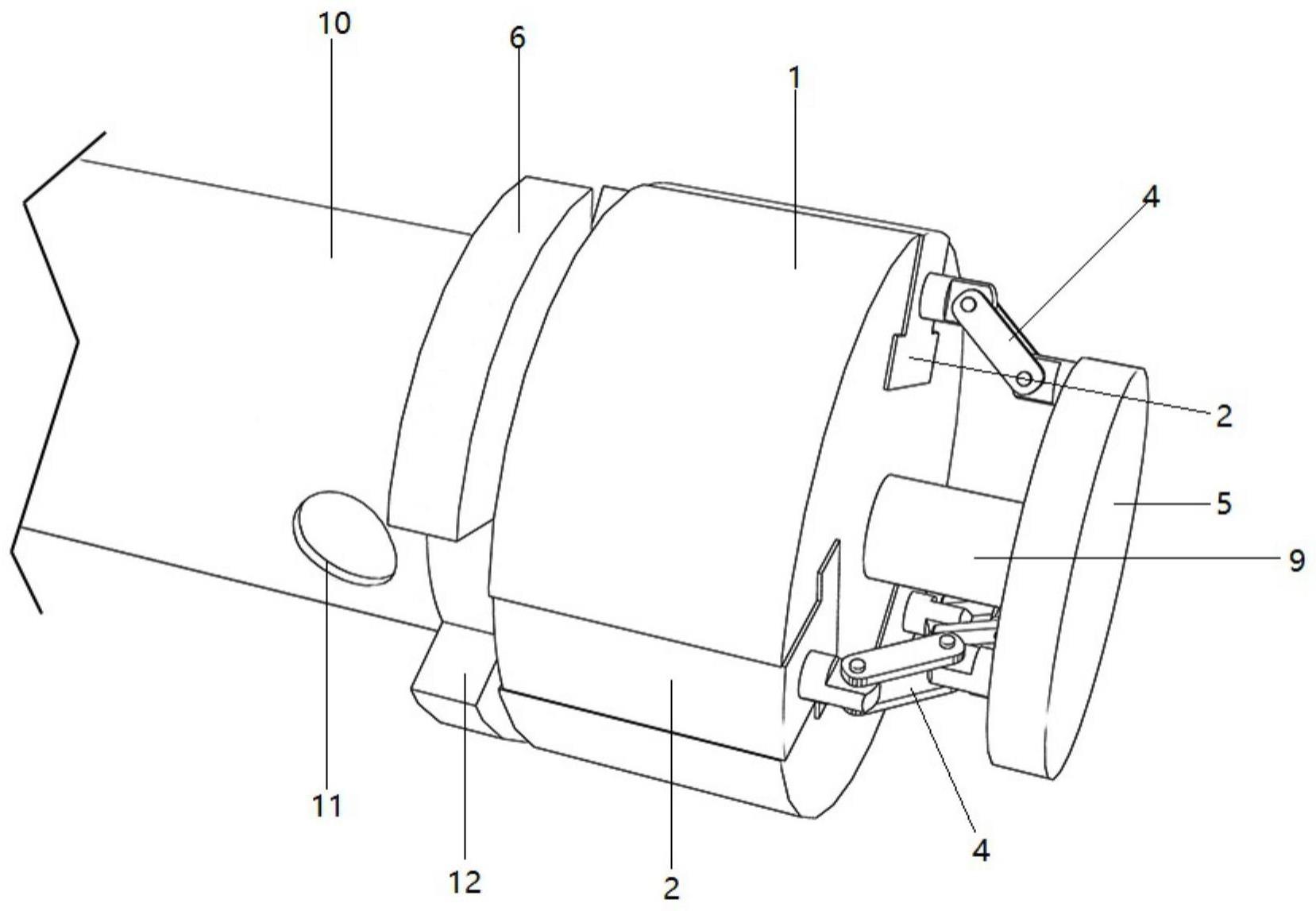
2、本实用新型采用的技术方案是:提供一种短管加工工装,包括卡头;卡头上设置有多个调节机构;调节机构包括滑块;卡头上开有倾斜的滑槽,且滑块与滑槽滑动连接;滑块的另一侧为圆弧面;滑块一端固定连接有铰链;多个调节机构结构相同;卡头一端设置有控制板;多个铰链的另一端均与控制板固定连接;控制板一端设置有伸缩装置。
3、进一步优化本技术方案,短管加工工装的伸缩装置包括连接座;连接座右端与卡头左端固定连接;连接座上蜗轮丝杠升降机;卡头上开有横向的滑孔;控制板左端固定连接有和滑孔滑动配合的滑管;蜗轮丝杠升降机右端的丝杠与滑管转动连接。
4、进一步优化本技术方案,短管加工工装的铰链设置在滑块右端;铰链设置在控制板左端。
5、进一步优化本技术方案,短管加工工装的卡头为圆柱形;滑槽设置在卡头的外侧。
6、进一步优化本技术方案,短管加工工装的多个调节装置沿环形均匀分布。
7、进一步优化本技术方案,短管加工工装的卡头上设置有三个调节机构。
8、进一步优化本技术方案,短管加工工装的连接座左端固定连接有辅助管;辅助管上开有和蜗轮丝杠升降机配合的控制孔。
9、进一步优化本技术方案,短管加工工装的连接座上开有和滑块对应的凹槽。
10、本实用新型与传统短管加工工装相比,其有益效果在于:
11、1、蜗轮丝杠升降机、滑管、控制板、铰链、滑槽、滑块、卡头的配合,卡头处扩张,方便将短管固定到卡头外侧,方便适应一定直径范围的短管固定,方便将短管固定进行辅助加工;
12、2、连接座、辅助管、卡头的配合,方便短管在管螺纹加工机床加工;
13、3、通过蜗轮丝杠升降机配合的控制孔设置,将摇把等工具通过控制孔伸进去,然后控制蜗轮丝杠升降机即可;该工装的使用,提高了短管加工的效率,降低了成本,短管螺纹加工更方便。
技术特征:
1.一种短管加工工装,其特征在于:包括卡头(1);卡头(1)上设置有多个调节机构;
2.根据权利要求1所述的短管加工工装,其特征在于:伸缩装置包括连接座(6);连接座(6)右端与卡头(1)左端固定连接;连接座(6)上蜗轮丝杠升降机(7);卡头(1)上开有横向的滑孔(8);控制板(5)左端固定连接有和滑孔(8)滑动配合的滑管(9);蜗轮丝杠升降机(7)右端的丝杠与滑管(9)转动连接。
3.根据权利要求1所述的短管加工工装,其特征在于:铰链(4)设置在滑块(2)右端;铰链(4)设置在控制板(5)左端。
4.根据权利要求1所述的短管加工工装,其特征在于:卡头(1)为圆柱形;滑槽(3)设置在卡头(1)的外侧。
5.根据权利要求1所述的短管加工工装,其特征在于:多个调节装置沿环形均匀分布。
6.根据权利要求1所述的短管加工工装,其特征在于:卡头(1)上设置有三个调节机构。
7.根据权利要求2所述的短管加工工装,其特征在于:连接座(6)左端固定连接有辅助管(10);辅助管(10)上开有和蜗轮丝杠升降机(7)配合的控制孔(11)。
8.根据权利要求2所述的短管加工工装,其特征在于:连接座(6)上开有和滑块(2)对应的凹槽(12)。
技术总结
本技术公开了一种短管加工工装,涉及短管加工技术领域。它包括卡头;卡头上设置有多个调节机构;调节机构包括滑块;卡头上开有倾斜的滑槽,且滑块与滑槽滑动连接;滑块的另一侧为圆弧面;滑块一端固定连接有铰链;多个调节机构结构相同;卡头一端设置有控制板;多个铰链的另一端均与控制板固定连接;控制板一端设置有伸缩装置。本技术的有益效果是:该工装的使用,提高了短管加工的效率,降低了成本,短管螺纹加工更方便。
技术研发人员:葛中政,葛洪扬
受保护的技术使用者:河北禾森石油设备有限公司
技术研发日:20230510
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!