一种输入轴总成圆柱销导向机构的制作方法
本技术属于圆柱销安装,具体涉及一种输入轴总成圆柱销导向机构。
背景技术:
1、在圆柱销安装时,现有的一般采用压头吸附圆柱销,根据经验对准圆柱销安装孔,但是在安装过程中不能保证轴心对齐,容易造成圆柱销装入失败造成零件的浪费,最终出现装配生产效率低下,报废率高等现象。
技术实现思路
1、本实用新型为了解决上述技术问题提供一种输入轴总成圆柱销导向机构,利用导向组件能快速对装配孔快速进行定位,压头对圆柱销进行定位,不会损伤其它零件,工作效率高。
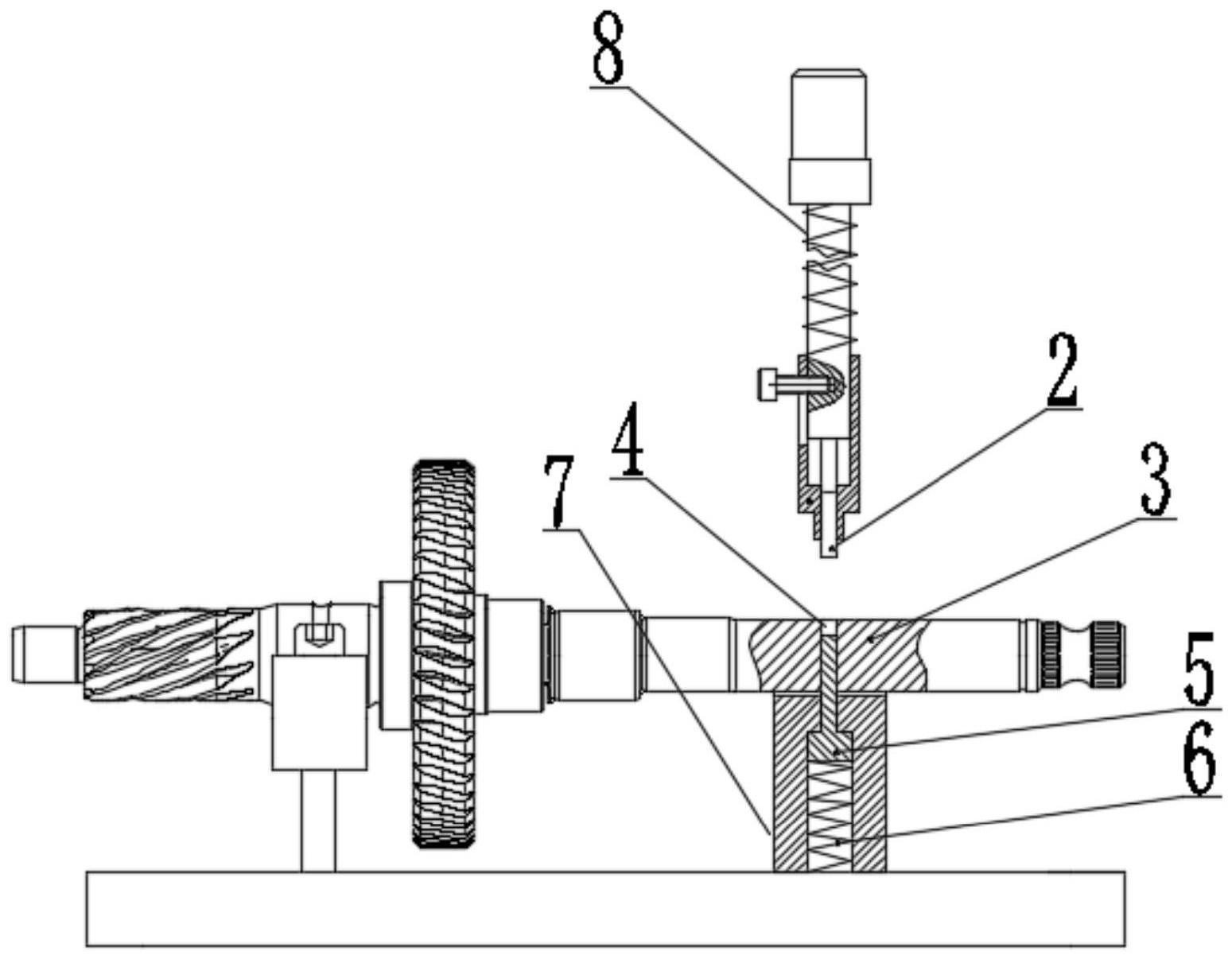
2、本实用新型解决上述技术问题的技术方案如下:输入轴总成圆柱销导向机构包括:工作台,所述工作台的两端上均设有用于支撑待加工零件输入轴总成的支撑座,所述支撑座的上端为v型槽,所述v型槽的底部设有导向组件,所述待加工零件输入轴总成的上端设有压头,所述压头的底部设有用于放置圆柱销的对应孔,所述待加工零件输入轴总成上设有圆柱销安装孔,所述导向组件的顶部伸入到所述圆柱销安装孔内。
3、有益效果:利用导向组件能快速对装配孔快速进行定位,压头对圆柱销进行定位,不会损伤其它零件,工作效率高。
4、优选地,所述导向组件包括导向销和弹性件,所述导向销设置在所述支撑座内,所述导向销的底部设置有所述弹性件,所述导向销的顶部伸入到所述圆柱销安装孔内。
5、优选地,所述弹性件为弹簧。
6、优选地,所述压头靠近所述圆柱销的对应孔两外侧壁上嵌设有磁铁。
7、优选地,所述支撑座通过螺栓固定在所述工作台上。
8、优选地,所述工作台为长方体状。
技术特征:
1.一种输入轴总成圆柱销导向机构,其特征在于,包括:
2.根据权利要求1所述的输入轴总成圆柱销导向机构,其特征在于,所述导向组件包括导向销(5)和弹性件,所述导向销(5)设置在所述支撑座(7)内,所述导向销(5)的底部设置有所述弹性件,所述导向销(5)的顶部伸入到所述圆柱销安装孔(4)内。
3.根据权利要求2所述的输入轴总成圆柱销导向机构,其特征在于,所述弹性件为弹簧(6)。
4.根据权利要求1所述的输入轴总成圆柱销导向机构,其特征在于,所述压头(8)靠近所述圆柱销(2)的对应孔两外侧壁上嵌设有磁铁。
5.根据权利要求1-4任一项所述的输入轴总成圆柱销导向机构,其特征在于,所述支撑座(7)通过螺栓固定在所述工作台(1)上。
6.根据权利要求1-4任一项所述的输入轴总成圆柱销导向机构,其特征在于,所述工作台(1)为长方体状。
技术总结
本技术涉及一种输入轴总成圆柱销导向机构,属于圆柱销安装技术领域。输入轴总成圆柱销导向机构,包括工作台,所述工作台的两端上均设有用于支撑待加工零件输入轴总成的支撑座,所述支撑座的上端为V型槽,所述V型槽的底部设有导向组件,所述待加工零件输入轴总成的上端设有压头,所述压头的底部设有用于放置圆柱销的对应孔,所述待加工零件输入轴总成上设有圆柱销安装孔,所述导向组件的顶部伸入到所述圆柱销安装孔内。有益效果:利用导向组件能快速对装配孔进行定位,压头对圆柱销进行定位,不会损伤其它零件。
技术研发人员:张玉玺,毛健
受保护的技术使用者:辰致科技有限公司
技术研发日:20230511
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!