一种利于钎料填充的钎料槽结构的制作方法
本技术涉及钎焊,尤其涉及一种利于钎料填充的钎料槽结构。
背景技术:
1、钎焊是一种使用熔点低于母材的金属作为焊料,加热使焊料熔化并填充需要焊接的间隙,而焊接过程中母材不发生熔化的焊接方法。在针对一些复杂结构的内腔焊接时,使用钎焊能够很好的达到强度和密封性能的要求,但内腔结构无法在装配后进行钎料放置,所以针对内腔结构的焊接往往采用在装配前预置钎料的方法来达成最终的焊接目的,这种方法一般被称为盲焊。在焊接一些需要预置钎料的盲焊焊缝时,我们通常采用制作工艺槽的方式来存放需要预置的钎料,通常称为钎料槽。
2、现有技术在不进行大量试验或者使用阻流剂的情况下难以保证焊缝的完全填充,或难以保证内腔不会因为过量的钎料导致堵塞。现有技术想要达到相同的效果需要面对阻流剂清理的难题或者需要大量的试验和严格的过程控制。这些都会增加生产及研发的成本,同时加大的生产过程控制的难度。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,期望提供一种利于钎料填充的钎料槽结构,钎料填充率高,焊接效果好,过程控制便捷。
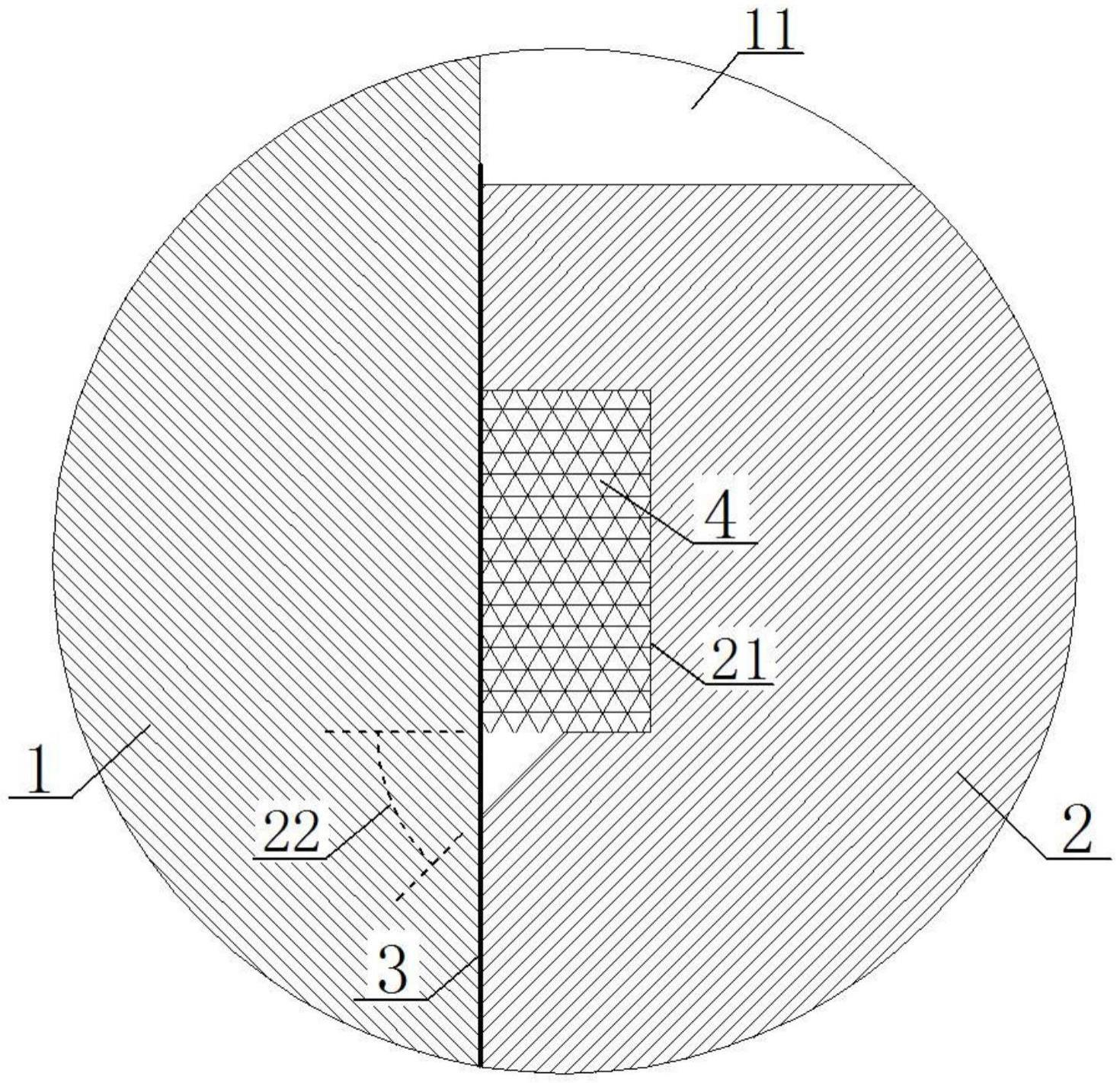
2、本实用新型提供的一种利于钎料填充的钎料槽结构,包括焊接件i和焊接件ii;所述焊接件i设置有内腔,所述焊接件ii的外壁与所述内腔的内壁之间形成焊缝;所述焊接件ii位于所述焊缝范围内的外壁上沿水平方向设置有钎焊槽,所述钎焊槽的断面为矩形,所述钎焊槽的下侧槽口处开设有导流倒角。
3、进一步的,所述导流倒角由所述钎焊槽下侧壁的1/2处加工成型。
4、相对于现有技术而言,本实用新型的有益效果是:
5、本实用新型的钎料槽结构通过在钎料槽槽口的下部增加导流倒角结构,使钎料能够顺利流出钎料槽,不会因为钎料在钎料槽中的留存导致焊缝未被完全填充,同时钎料槽中装配钎料的量可以轻易通过体积计算得出,对于达到溢流级别的钎料量存在较大容差,钎料量容易控制。钎料填充率高,焊接效果好。
6、应当理解,
技术实现要素:
部分中所描述的内容并非旨在限定本实用新型的实施例的关键或重要特征,亦非用于限制本实用新型的范围。本实用新型的其它特征将通过以下的描述变得容易理解。
技术特征:
1.一种利于钎料填充的钎料槽结构,包括焊接件i和焊接件ii;所述焊接件i设置有内腔,所述焊接件ii的外壁与所述内腔的内壁之间形成焊缝;其特征在于,所述焊接件ii位于所述焊缝范围内的外壁上沿水平方向开设有钎焊槽,所述钎焊槽的断面为矩形,所述钎焊槽的下侧槽口处开设有导流倒角。
2.根据权利要求1所述的利于钎料填充的钎料槽结构,其特征在于,所述导流倒角由所述钎焊槽下侧壁的1/2处加工成型。
技术总结
本技术公开了一种利于钎料填充的钎料槽结构,包括焊接件I和焊接件II;焊接件I设置有内腔,焊接件II的外壁与内腔的内壁之间形成焊缝;焊接件II位于焊缝范围内的外壁上设置有钎焊槽,钎焊槽的槽口下侧设置有导流倒角。本技术的钎料槽结构,钎料填充率高,焊接效果好,过程控制便捷。
技术研发人员:褚罗星,毛锡嵩
受保护的技术使用者:西安成立航空制造有限公司
技术研发日:20230511
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!