一种金刚石刀头的热压模具的制作方法
本技术涉及金刚石刀头加工,具体为一种金刚石刀头的热压模具。
背景技术:
1、金刚石刀头是由金刚石和胎体结合剂组成,在对金刚石刀头加工时,需要将金刚石和胎体结合剂混合后的料体放入模具中,通过冷压成型工艺或热压成型工艺进行成型加工。
2、现有技术中,在对金刚石刀头进行热压成型加工时,通常会采用石墨模具对金刚石刀头进行热压,在热压过程中,为了避免相邻的热压结构发生干扰,通常会设置隔板进行分离,造成石墨模具内的空间利用效率较低,另外,热压结构完全设置在模具的内部,当金刚石刀头成型后,不易将金刚石刀头取出,因此,我们提出了一种金刚石刀头的热压模具。
技术实现思路
1、本实用新型的目的在于提供一种金刚石刀头的热压模具,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
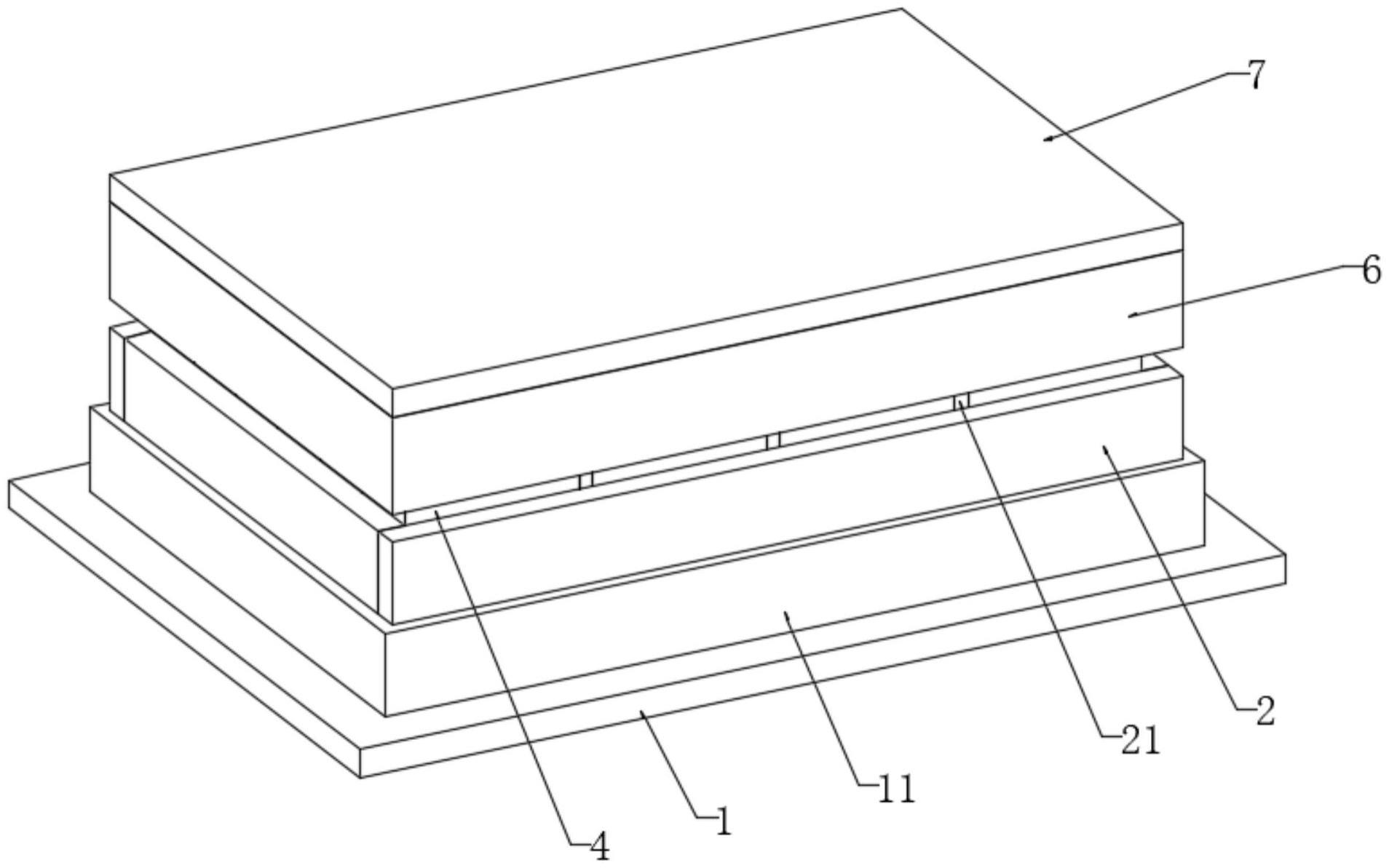
3、一种金刚石刀头的热压模具,包括基座,所述基座的顶部设置有定位框,所述定位框的内侧设置有外夹板,所述外夹板的内侧设置有阵列分布的成型机构,所述成型机构包括下压头和上压头,所述下压头与上压头之间设置有刀头主体,所述外夹板的上方设置有固定框,所述固定框设置在成型机构的外侧,所述固定框的上方设置有压板。
4、作为优选的技术方案,所述外夹板的内侧设置有若干均匀分布的内夹板,所述外夹板的内侧且位于各个内夹板之间设置有模具腔。
5、作为优选的技术方案,所述成型机构呈阵列状设置在模具腔的内侧,所述下压头的顶部且靠近中心处设置有成型凹槽,所述下压头上且位于成型凹槽的左侧设置有第一凸板,所述第一凸板与上压头的左侧壁卡接配合。
6、作为优选的技术方案,所述上压头设置在下压头的上方,所述上压头的底部且靠近中心处设置有成型凸面,所述上压头上且位于成型凸面的右侧设置有第二凸板,所述第二凸板与下压头的右侧壁卡接配合。
7、作为优选的技术方案,所述固定框的顶部设置有若干均匀分布的卡槽。
8、作为优选的技术方案,所述压板的底部设置有阵列分布的隔板,所述隔板分别与各个内夹板相对应,所述压板的底部且靠近边缘处设置有若干均匀分布的卡块,所述卡块与卡槽卡接配合。
9、与现有技术相比,本实用新型的有益效果:
10、1、本实用新型通过设置有成型机构,通过成型凹槽和成型凸面相互配合可构成成型腔对刀头主体进行热压成型加工,在加工过程中,通过第一凸板和第二凸板相互配合,可对成型腔的两侧进行封闭,方便刀头主体成型,同时,避免了使用挡板对成型机构进行分隔,提高了模具腔内部的空间利用率,方便同时对多个刀头主体进行成型加工。
11、2、本实用新型通过设置有外夹板、固定框和压板,外夹板、固定框和压板之间采用分体式机构,在进行热压成型时,外夹板和内夹板可组成模具腔对下压头进行定位,固定框可对上压头进行限制定位,压板和隔板相互配合,可对上压头的顶部施加压力,提高下压头和上压头对刀头主体的热压成型效果,当刀头主体成型后,方便下压头与上压头进行分离,可快速将刀头主体取出。
技术特征:
1.一种金刚石刀头的热压模具,包括基座(1),其特征在于:所述基座(1)的顶部设置有定位框(11),所述定位框(11)的内侧设置有外夹板(2),所述外夹板(2)的内侧设置有阵列分布的成型机构,所述成型机构包括下压头(3)和上压头(4),所述下压头(3)与上压头(4)之间设置有刀头主体(5),所述外夹板(2)的上方设置有固定框(6),所述固定框(6)设置在成型机构的外侧,所述固定框(6)的上方设置有压板(7)。
2.根据权利要求1所述的一种金刚石刀头的热压模具,其特征在于:所述外夹板(2)的内侧设置有若干均匀分布的内夹板(21),所述外夹板(2)的内侧且位于各个内夹板(21)之间设置有模具腔(22)。
3.根据权利要求1所述的一种金刚石刀头的热压模具,其特征在于:所述成型机构呈阵列状设置在模具腔(22)的内侧,所述下压头(3)的顶部且靠近中心处设置有成型凹槽(31),所述下压头(3)上且位于成型凹槽(31)的左侧设置有第一凸板(32),所述第一凸板(32)与上压头(4)的左侧壁卡接配合。
4.根据权利要求1所述的一种金刚石刀头的热压模具,其特征在于:所述上压头(4)设置在下压头(3)的上方,所述上压头(4)的底部且靠近中心处设置有成型凸面(41),所述上压头(4)上且位于成型凸面(41)的右侧设置有第二凸板(42),所述第二凸板(42)与下压头(3)的右侧壁卡接配合。
5.根据权利要求1所述的一种金刚石刀头的热压模具,其特征在于:所述固定框(6)的顶部设置有若干均匀分布的卡槽(61)。
6.根据权利要求1所述的一种金刚石刀头的热压模具,其特征在于:所述压板(7)的底部设置有阵列分布的隔板(71),所述隔板(71)分别与各个内夹板(21)相对应,所述压板(7)的底部且靠近边缘处设置有若干均匀分布的卡块(72),所述卡块(72)与卡槽(61)卡接配合。
技术总结
本技术涉及金刚石刀头加工技术领域,具体为一种金刚石刀头的热压模具,包括基座,基座的顶部设置有定位框,定位框的内侧设置有外夹板,外夹板的内侧设置有阵列分布的成型机构,成型机构包括下压头和上压头,下压头与上压头之间设置有刀头主体,外夹板的上方设置有固定框,固定框设置在成型机构的外侧,固定框的上方设置有压板。本技术通过成型凹槽和成型凸面相互配合可构成成型腔对刀头主体进行热压成型加工,在加工过程中,通过第一凸板和第二凸板相互配合,可对成型腔的两侧进行封闭,方便刀头主体成型,同时,避免了使用挡板对成型机构进行分隔,提高了模具腔内部的空间利用率,方便对多个刀头主体同时进行加工。
技术研发人员:王芸,孙伟,陆艳
受保护的技术使用者:常州华中集团有限公司
技术研发日:20230512
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!