一种零部件加工夹紧工装的制作方法
本技术涉及零部件加工,尤其涉及一种零部件加工夹紧工装。
背景技术:
1、现有的金属切削加工方法,较普遍地用三爪卡盘作为夹紧件,对夹紧工件进行切削加工,因此三爪卡盘的使用量是很大的,在对工件放置到三爪卡盘的夹爪之间进行夹持固定时,需要手持工件保持不动,由夹爪夹紧后,再松开工件,此过程容易对手进行夹伤。双手握持扳手进行夹紧操作时,工件容易出现掉落的情况。
2、申请号为201120495884.4的一种止口零部件加工夹具,包括一个平面三爪卡盘,在平面三爪卡盘的其中两个卡爪槽中心位置上设有一个t型卡爪,另一个卡爪槽上对应也设有一个t型卡爪;三爪卡盘的中心孔内设有弹性定位块;弹性定位块外是“v”型定位块。通过弹性定位块,上、下t型卡爪能够快速装夹零件;
3、但是采用“v”型的弹性定位块来对零部件进行夹持,一是其使用寿命短,需要对“v”型的弹性定位块频繁进行更换,二是对不同尺寸大小的工件进行夹持时,同样需要对“v”型的弹性定位块进行更换。
技术实现思路
1、本实用新型的目的在于提供一种零部件加工夹紧工装,以解决现有技术中采用三爪卡盘对工件进行夹持时存在夹持过程中手部容易受伤、工件容易掉落的问题,该零部件加工夹紧工装的夹持端可相对嵌槽产生沿径向的缓冲分位移,保证工件能够顺利快速地卡入或者移出加工位。
2、为了解决上述问题,本实用新型所涉及的一种零部件加工夹紧工装采用以下技术方案:
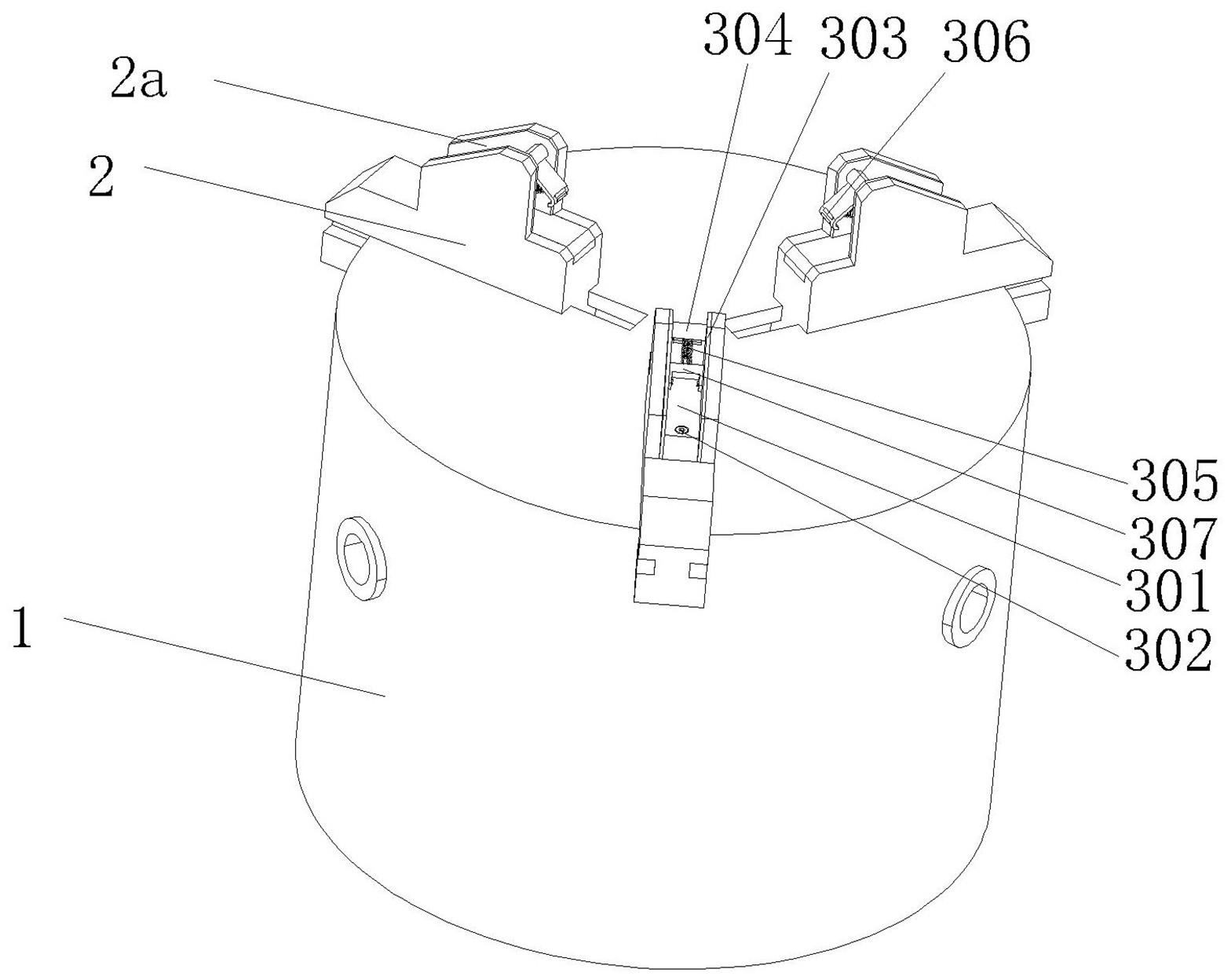
3、一种零部件加工夹紧工装,包括盘体以及沿环形分布于盘体端面的至少三个卡爪,卡爪中间形成加工位,所述卡爪上分别开设有沿盘体端面径向延伸的嵌槽,嵌槽内设置有弹性夹持件,在工件被卡入/被取出加工位的过程中,所述弹性夹持件的夹持端可相对嵌槽产生沿径向的缓冲位移。
4、进一步的,弹性夹持件包括支座、夹持板和弹簧,所述夹持板的一端与卡爪铰接,夹持板的自由端为夹持端,夹持板的背部通过弹簧与支座连接,并且所述夹持板的夹持端延伸出卡爪外端。
5、进一步的,弹性夹持件还包括安装板以及与安装板侧部垂直连接的侧板,所述安装板固定于嵌槽的槽底,所述侧板设置于嵌槽的侧壁,所述夹持板与侧板铰接,所述支座固定于两个侧板之间。
6、进一步的,嵌槽的槽底沿盘体径向开设若干个螺纹连接孔,所述安装板通过固定螺栓装配于螺纹连接孔处。
7、进一步的,夹持板呈“j”型,夹持板的夹持端为圆弧端。
8、进一步的,在夹持板的圆弧端外侧壁上凸出设置有防滑垫条。
9、本实用新型的有益效果如下:
10、1、本实用新型的一种零部件加工夹紧工装,通过弹性夹持件在嵌槽沿盘体的径向调节安装,从而在需要对不同外径尺寸的工件主体进行夹持时,弹性夹持件可以在嵌槽内做出适应性调节。
11、2、在弹簧的弹力作用下,弹性夹持件的夹持板可相对嵌槽产生沿径向的缓冲位移,在工件被卡入加工位的过程中,夹持板在外挤压力作用下自动后退,而使工件快速置入;同时当工件被置入加工位后,夹持板给工件一个反向的夹持力,避免加工过程中工件意外脱落;另外在工件被取出加工位,夹持板自动回弹,不影响下一次使用。
12、3、在夹持板的夹持端设置防滑垫条,防滑垫条可以提高夹持板与工件主体之间的接触摩擦力,避免放置进去后发生松动。
技术特征:
1.一种零部件加工夹紧工装,包括盘体以及沿环形分布于盘体端面的至少三个卡爪,卡爪中间形成加工位,其特征在于:所述卡爪上分别开设有沿盘体端面径向延伸的嵌槽,嵌槽内设置有弹性夹持件,在工件被卡入/被取出加工位的过程中,所述弹性夹持件的夹持端可相对嵌槽产生沿径向的缓冲位移;
2.根据权利要求1所述的一种零部件加工夹紧工装,其特征在于:所述夹持板呈“j”型,夹持板的夹持端为圆弧端。
3.根据权利要求2所述的一种零部件加工夹紧工装,其特征在于:在夹持板的圆弧端外侧壁上凸出设置有防滑垫条。
技术总结
本技术涉及零部件加工技术领域,尤其涉及一种零部件加工夹紧工装,包括盘体以及沿环形分布于盘体端面的至少三个卡爪,卡爪中间形成加工位,所述卡爪上分别开设有沿盘体端面径向延伸的嵌槽,嵌槽内设置有弹性夹持件,在工件被卡入/被取出加工位的过程中,所述弹性夹持件的夹持端可相对嵌槽产生沿径向的缓冲位移,该零部件加工夹紧工装的夹持端可相对嵌槽产生沿径向的缓冲分位移,保证工件能够顺利快速地卡入或者移出加工位。
技术研发人员:王海鹏,张阳阳,张朋辉,郑燕冰,周松涛,金安,郭春峰
受保护的技术使用者:郑州恒达智控科技股份有限公司
技术研发日:20230512
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!