真空泵抽气主管路抗汽蚀球阀安装用焊接装置的制作方法
本技术涉及球阀焊接的,特别是涉及一种真空泵抽气主管路抗汽蚀球阀安装用焊接装置。
背景技术:
1、热电厂汽机真空泵在主气管路抽真空运行模式下真空能够达到-94kpa,汽机发电负荷能达18.5mw,但是此模式状态下真空泵内部由于真空度太高导致内部水环工作水有汽化现象,泵体由于汽化现象产生激烈的震动以及异音,长时间运行泵体受损。为避免泵体受损,真空泵运行模式切换至辅路长期运行,但是真空度只有-90kpa,影响了机组的经济性,发电负荷只有18mw。因此需要改善真空泵工作状态,提高发电机组运行经济性。分析真空泵在不同工作模式下的现象,发现是由于真空泵在主路工作模式下内部真空度太高,导致内部工作水汽化,为保证汽机本体真空度在比较高的经济工况下运行,在真空泵入口管道安装一只4分球阀,微开球阀进入少量空气,避免汽化现象的产生。球阀安装时需要使用焊接装置将球阀与管路焊接固定,现有的焊接装置在使用时,没有随焊车安装的定位支撑机构,无法对管路及球阀进行有效定位支撑,需要工人手扶对接球阀与管路并进行焊接,操作比较费力,并且焊接质量较差,导致使用便利性较差。
技术实现思路
1、为解决上述技术问题,本实用新型提供一种通过设置托辊,便于对管路和球阀进行支撑定位,辅助人员对齐球阀与管路接口,提高焊接质量,提高使用便利性的真空泵抽气主管路抗汽蚀球阀安装用焊接装置。
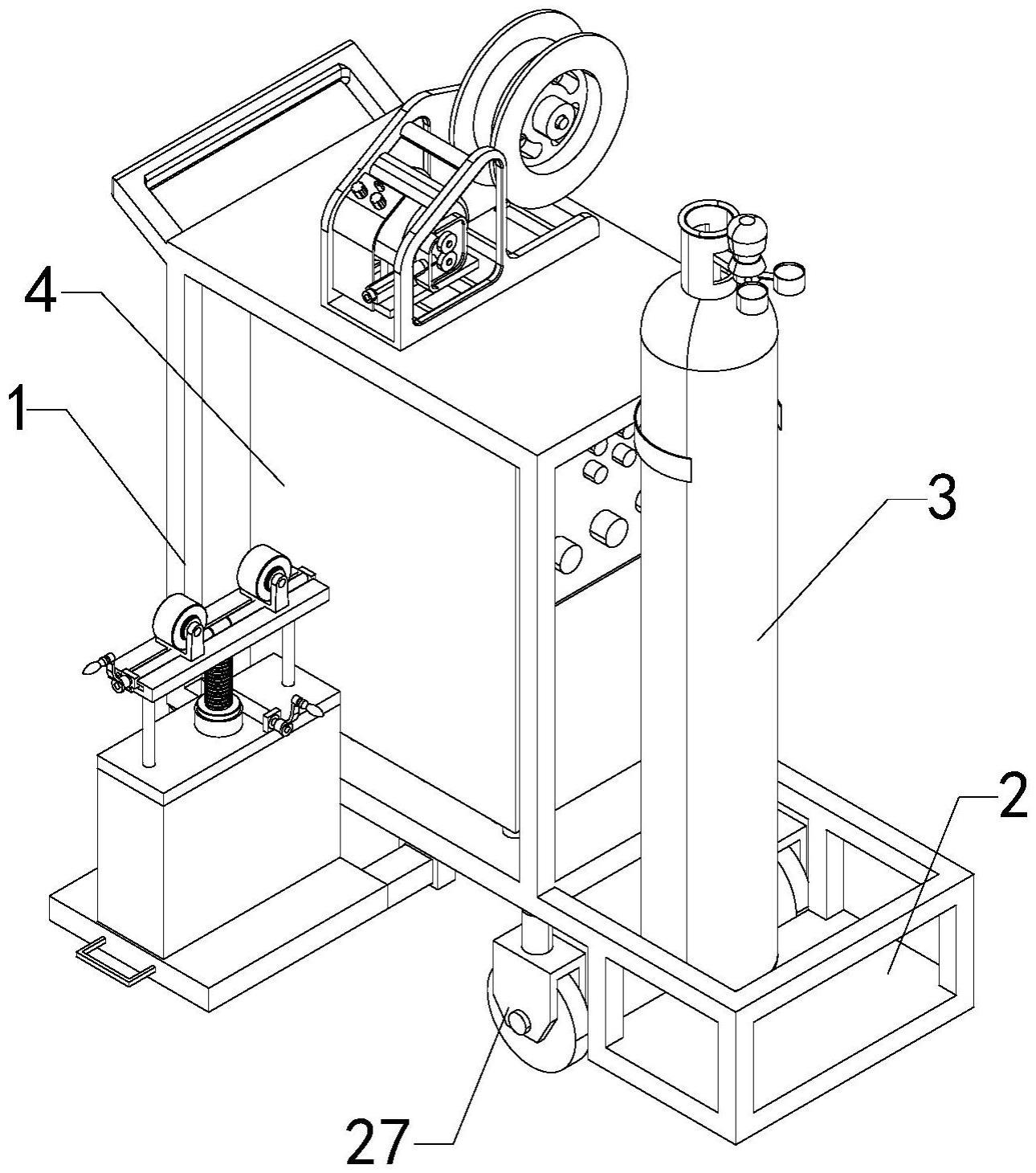
2、本实用新型的真空泵抽气主管路抗汽蚀球阀安装用焊接装置,包括焊接车、气瓶托架、气瓶、焊机和定位机构,所述气瓶托架固定安装在焊接车上,所述气瓶放置在气瓶托架中,所述焊机放置在焊接车中,所述定位机构安装在焊接车上;
3、所述定位机构包括托板、支撑箱、支撑导杆、顶板、螺杆、第一手轮、正反螺纹块和托辊,所述托板顶端固定安装有支撑箱,所述支撑箱上对称插装有两组支撑导杆,所述顶板底端与两组支撑导杆顶端紧固连接,所述顶板顶端设置有导滑槽,所述顶板导滑槽中转动安装有螺杆,所述螺杆上相对设置有正反外螺纹,所述螺杆端部固定安装有第一手轮,所述顶板导滑槽中滑动卡装有两组正反螺纹块,并且两组所述正反螺纹块分别螺纹套装在螺杆的正反外螺纹上,所述正反螺纹块上转动安装有托辊。
4、本实用新型的真空泵抽气主管路抗汽蚀球阀安装用焊接装置,还包括吊装滑套和吊装滑杆,所述焊接车底端固定安装有四组吊装滑套,所述吊装滑套上滑动插装有两组吊装滑杆,所述托板固定安装在两组吊装滑杆上。
5、本实用新型的真空泵抽气主管路抗汽蚀球阀安装用焊接装置,还包括蜗轮、轴承支板、蜗杆、第二手轮和升降螺杆,所述蜗轮转动安装在支撑箱顶端,所述支撑箱顶端固定安装有两组轴承支板,所述蜗杆转动插装在两组轴承支板上,所述第二手轮与蜗杆端部紧固连接,所述蜗杆与蜗轮啮合,所述顶板底端固定安装有升降螺杆,所述蜗轮螺纹套装在升降螺杆上,所述升降螺杆滑动插装在支撑箱中,两组所述支撑导杆滑动插装在支撑箱中。
6、本实用新型的真空泵抽气主管路抗汽蚀球阀安装用焊接装置,还包括把手,所述托板外侧壁上固定安装有把手。
7、本实用新型的真空泵抽气主管路抗汽蚀球阀安装用焊接装置,还包括送丝架、焊丝卷、送丝电机和送丝轮,所述送丝架固定安装在焊接车顶端,所述焊丝卷转动安装在送丝架上,所述送丝电机固定安装在送丝架上,所述送丝电机输出端安装有送丝轮,所述送丝轮上侧设置有辅助轮。
8、本实用新型的真空泵抽气主管路抗汽蚀球阀安装用焊接装置,还包括导管,所述导管固定安装在送丝架上。
9、本实用新型的真空泵抽气主管路抗汽蚀球阀安装用焊接装置,还包括限位板,所述吊装滑杆端部固定安装有限位板。
10、本实用新型的真空泵抽气主管路抗汽蚀球阀安装用焊接装置,还包括移动轮,所述焊接车底端四角上固定安装有四组移动轮。
11、与现有技术相比本实用新型的有益效果为:
12、在焊接球阀时,将管路搭放在两组托辊之间,根据管路尺寸调节两组托辊间距,此时手摇转动第一手轮,第一手轮带动螺杆转动,之后转动的螺杆与两组正反螺纹块螺纹配合使两组正反螺纹块相对运动,然后通过两组正反螺纹块带动两组托辊相对运动,使两组托辊之间间距调节至合适位置,进而对管路进行支撑定位,之后将球阀接口与管路对接整齐,然后通过焊机对球阀与管路进行焊接相连,通过设置托辊,便于对管路和球阀进行支撑定位,辅助人员对齐球阀与管路接口,提高焊接质量,提高使用便利性。
技术特征:
1.一种真空泵抽气主管路抗汽蚀球阀安装用焊接装置,其特征在于,包括焊接车(1)、气瓶托架(2)、气瓶(3)、焊机(4)和定位机构,所述气瓶托架(2)固定安装在焊接车(1)上,所述气瓶(3)放置在气瓶托架(2)中,所述焊机(4)放置在焊接车(1)中,所述定位机构安装在焊接车(1)上;
2.如权利要求1所述的真空泵抽气主管路抗汽蚀球阀安装用焊接装置,其特征在于,还包括吊装滑套(13)和吊装滑杆(14),所述焊接车(1)底端固定安装有四组吊装滑套(13),所述吊装滑套(13)上滑动插装有两组吊装滑杆(14),所述托板(5)固定安装在两组吊装滑杆(14)上。
3.如权利要求1所述的真空泵抽气主管路抗汽蚀球阀安装用焊接装置,其特征在于,还包括蜗轮(15)、轴承支板(16)、蜗杆(17)、第二手轮(18)和升降螺杆(19),所述蜗轮(15)转动安装在支撑箱(6)顶端,所述支撑箱(6)顶端固定安装有两组轴承支板(16),所述蜗杆(17)转动插装在两组轴承支板(16)上,所述第二手轮(18)与蜗杆(17)端部紧固连接,所述蜗杆(17)与蜗轮(15)啮合,所述顶板(8)底端固定安装有升降螺杆(19),所述蜗轮(15)螺纹套装在升降螺杆(19)上,所述升降螺杆(19)滑动插装在支撑箱(6)中,两组所述支撑导杆(7)滑动插装在支撑箱(6)中。
4.如权利要求1所述的真空泵抽气主管路抗汽蚀球阀安装用焊接装置,其特征在于,还包括把手(20),所述托板(5)外侧壁上固定安装有把手(20)。
5.如权利要求1所述的真空泵抽气主管路抗汽蚀球阀安装用焊接装置,其特征在于,还包括送丝架(21)、焊丝卷(22)、送丝电机(23)和送丝轮(24),所述送丝架(21)固定安装在焊接车(1)顶端,所述焊丝卷(22)转动安装在送丝架(21)上,所述送丝电机(23)固定安装在送丝架(21)上,所述送丝电机(23)输出端安装有送丝轮(24),所述送丝轮(24)上侧设置有辅助轮。
6.如权利要求5所述的真空泵抽气主管路抗汽蚀球阀安装用焊接装置,其特征在于,还包括导管(25),所述导管(25)固定安装在送丝架(21)上。
7.如权利要求2所述的真空泵抽气主管路抗汽蚀球阀安装用焊接装置,其特征在于,还包括限位板(26),所述吊装滑杆(14)端部固定安装有限位板(26)。
8.如权利要求1所述的真空泵抽气主管路抗汽蚀球阀安装用焊接装置,其特征在于,还包括移动轮(27),所述焊接车(1)底端四角上固定安装有四组移动轮(27)。
技术总结
本技术涉及球阀焊接的技术领域,特别是涉及一种真空泵抽气主管路抗汽蚀球阀安装用焊接装置,其通过设置托辊,便于对管路和球阀进行支撑定位,辅助人员对齐球阀与管路接口,提高焊接质量,提高使用便利性;包括焊接车、气瓶托架、气瓶、焊机和定位机构,气瓶托架固定安装在焊接车上,气瓶放置在气瓶托架中,焊机放置在焊接车中,定位机构安装在焊接车上;定位机构包括托板、支撑箱、支撑导杆、顶板、螺杆、第一手轮、正反螺纹块和托辊,托板顶端固定安装有支撑箱,支撑箱上对称插装有两组支撑导杆,顶板底端与两组支撑导杆顶端紧固连接,顶板顶端设置有导滑槽,顶板导滑槽中转动安装有螺杆,螺杆上相对设置有正反外螺纹。
技术研发人员:钱云富,刘宏彬
受保护的技术使用者:张家港宏昌钢板有限公司
技术研发日:20230512
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!