一种薄板焊接夹紧装置的制作方法
本技术涉及钢结构制造,尤其涉及一种薄板焊接夹紧装置。
背景技术:
1、作为物流装备的钢结构件部件,轻量化的方向之一是采用厚度较薄的高强度钢材替代厚度较厚的低强度的钢材,从而获得结构的轻量化属性。从而降低物流装备的整体重量,减轻运输负担,提高运输效率。轻量化的物流装备可以搭载更多的货物,减少运输过程中需要的车辆和油耗成本,降低物流成本,厚度较薄的高强度钢(以下简称薄板)在进行焊接时,由于薄板的柔软性,很容易发生变形或扭曲,所以,需要夹紧工装来固定薄板钢结构,以确保焊接质量。
2、现有的各种夹紧工装,都存在着操作不方便、夹紧力度不足、不能克服焊接热变形的问题。
技术实现思路
1、本实用新型的目的在于提供一种薄板焊接夹紧装置,旨在解决现有技术中现有的各种夹紧工装,都存在着操作不方便、夹紧力度不足、不能克服焊接热变形的技术问题。
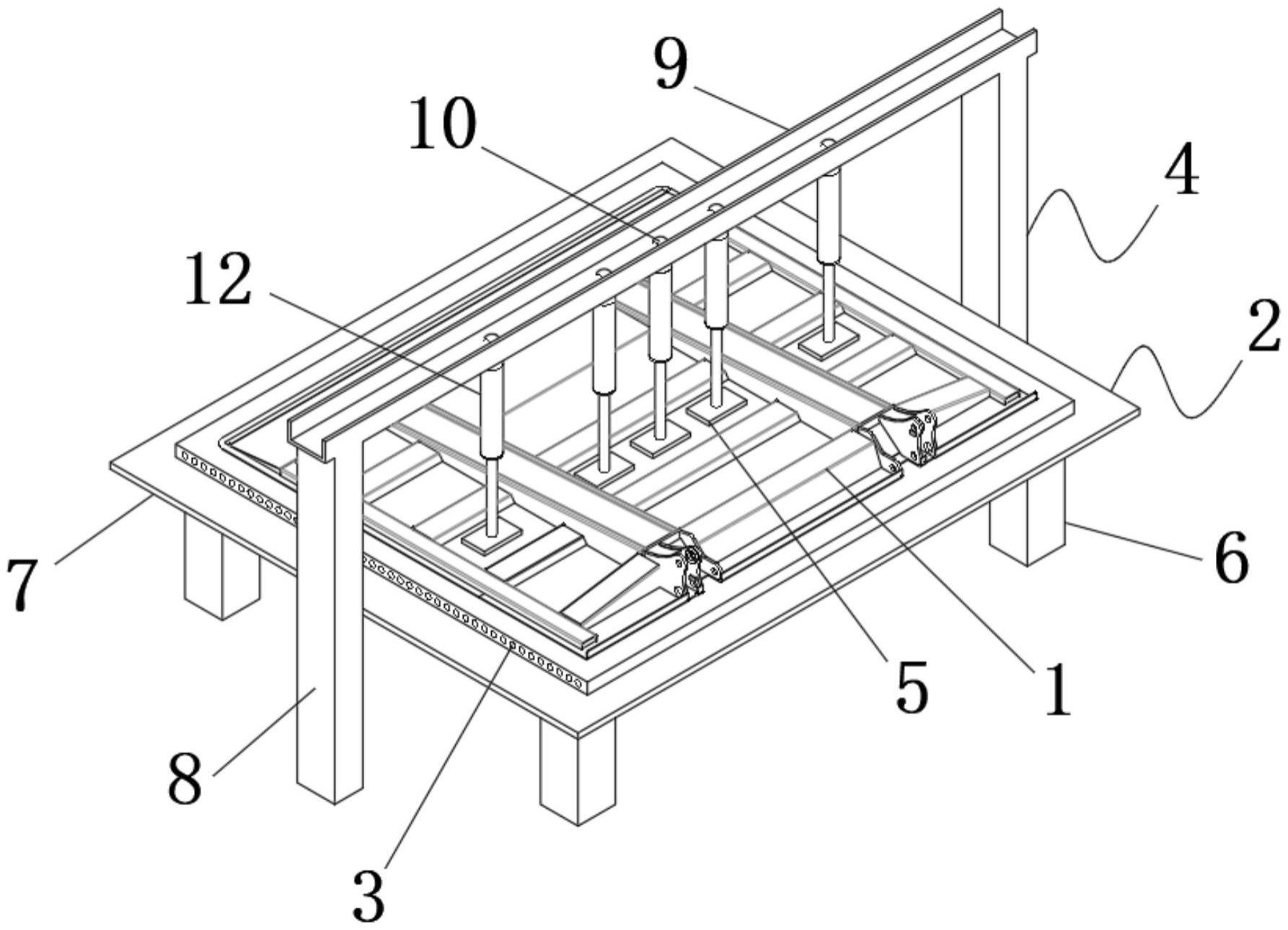
2、为实现上述目的,本实用新型采用的一种薄板焊接夹紧装置,包括工装基座、导热机构和夹紧机构,所述工装基座用于放置薄板,所述导热机构和所述夹紧机构均设置在所述工装基座上,所述夹紧机构包括门架、多组动力单元和多个夹紧构件,所述门架置于地面,多组所述动力单元均安装在所述门架上,所述动力单元的输出端与对应的所述夹紧构件固定连接,且所述夹紧构件与薄板接触。
3、其中,所述工装基座包括多根支腿和底座,多根所述支腿均与所述底座固定连接,并均位于所述底座的下方,薄板放置在所述底座上。
4、其中,所述门架包括两块竖块和横块,两块所述竖块的一端均与所述横块固定连接,两块所述竖块的另一端均置于地面,所述动力单元安装在所述横块上。
5、其中,所述动力单元包括安装块和液压油缸,所述安装块与所述横块固定连接,所述液压油缸安装在所述安装块上。
6、其中,所述动力单元包括安装块和气缸,所述安装块与所述横块固定连接,所述气缸安装在所述安装块上。
7、本实用新型的一种薄板焊接夹紧装置,在具体对薄板进行焊接加工时,首先将薄板放置在所述工装基座上,然后启动所述动力单元,所述动力单元的输出端带动对应的所述夹紧构件夹持在薄板上,压紧薄板,防止薄板焊接变形和扭曲,同时在所述夹紧机构的根部装有直线导轨,这样在焊接完成当前位置后,夹紧机构可以相对工装基座移动到下一个焊接位置,完成快速分步夹紧,分步焊接,同时所述导热机构有循环流动的冷却液,将焊接的热量快速带出,减小了薄板框架结构件的焊接热变形,以此方式实现了快速分步夹紧,分步焊接,快速传导焊接热量,操作简便,方便焊接,保障了大尺寸薄板平面框架形钢结构焊接后的平面度,提高了焊接质量和生产效率。
技术特征:
1.一种薄板焊接夹紧装置,其特征在于,
2.如权利要求1所述的薄板焊接夹紧装置,其特征在于,
3.如权利要求2所述的薄板焊接夹紧装置,其特征在于,
4.如权利要求3所述的薄板焊接夹紧装置,其特征在于,
5.如权利要求3所述的薄板焊接夹紧装置,其特征在于,
技术总结
本技术涉及钢结构制造技术领域,尤其涉及一种薄板焊接夹紧装置,包括工装基座、导热机构和夹紧机构,工装基座用于放置薄板,导热机构和夹紧机构均设置在工装基座上,夹紧机构包括门架、多组动力单元和多个夹紧构件,门架置于地面,多组动力单元均安装在门架上,动力单元的输出端与对应的夹紧构件固定连接,且夹紧构件与薄板接触,以此方式实现了快速分步夹紧,分步焊接,快速传导焊接热量。操作简便,方便焊接,保障了大尺寸薄板平面框架形钢结构焊接后的平面度,提高了焊接质量和生产效率。
技术研发人员:宋作伟,李本亚,韩立阳
受保护的技术使用者:江苏凯卓立液压设备有限公司
技术研发日:20230515
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!