一种电池组极耳焊接固定装置及焊接设备的制作方法
本技术属于电池组加工,尤其是涉及一种电池组极耳焊接固定装置及焊接设备。
背景技术:
1、在软包电池组成模组的过程中,通常是将两片电池的极柱焊接在一起组成一个电池组,然后将多个电池组成一个电池组,现有的作业方法中需要人工安装模组结构件后,每1组(2个电池)电芯进行单独手动定位焊接。现有的作业过程中存在以下问题:第一,人工定位的工作效率低下,定位的精度差;第二,极耳缺少支撑,极耳焊接位置会激光焊接设备工装压头挤压而产生变形,导致焊接质量无法保证。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种电池组极耳焊接固定装置及焊接设备,以解决当前电池组加工过程中,极耳焊接质量无法保证的问题。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
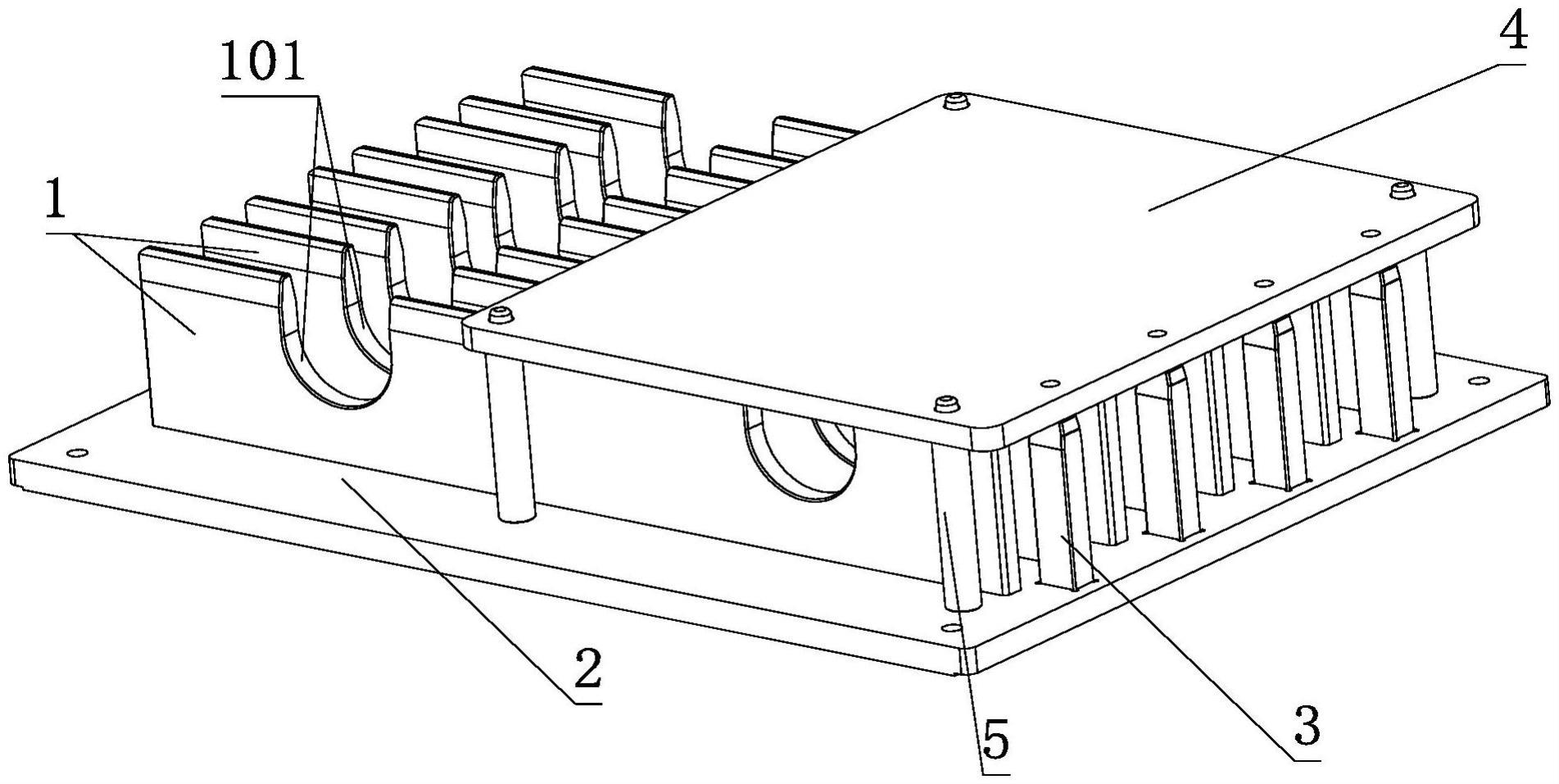
3、本是实用新型一方面提供了一种电池组极耳焊接固定装置,包括底板、极耳支撑杆、两个与底板连接的侧板,两个所述侧板之间的形成用于放置待焊接电池的放置位,所述放置位的宽度与两个待焊接电池的厚度相匹配,所述极耳支撑杆与底板连接,所述极耳支撑杆位于两个所述侧板的一端,并位于两个所述待焊接电池的极耳之间。
4、进一步的,所述放置位的上方设有顶板,所述顶板与底板可拆卸连接,所述侧板的高度小于待焊接电池的宽度,所述顶板顶紧待焊接电池的上端面。
5、进一步的,所述侧板可移动地连接于底板,用于调节两个侧板之间的距离;
6、所述极耳支撑杆可移动地连接于底板,用于调节极耳支撑杆的位置。
7、进一步的,所述侧板底端开有螺纹孔一,所述底板上开有与螺纹孔一相对应的通孔一,所述通孔一的数量为多个,多个所述通孔一沿待焊接电池的厚度方向设置,所述通孔一内设有安装螺栓一,所述安装螺栓一贯穿通孔一与侧板的螺纹孔一连接;
8、所述极耳支撑杆底端开有螺纹孔二,所述底板上开有与螺纹孔二相对应的通孔二,所述通孔二的数量为多个,多个所述通孔二沿待焊接电池的厚度方向设置,所述通孔二内设有安装螺栓二,所述安装螺栓二贯穿通孔一与极耳支撑杆的螺纹孔二连接。
9、进一步的,所述极耳支撑杆上端固设有导向柱,所述顶板上开有与导向柱相对应的导向孔,所述导向柱安装于导向孔的内侧。
10、进一步的,所述侧板的上端开有与放置位连通的弧形凹槽,所述弧形凹槽的开口向上。
11、进一步的,所述底板、侧板、顶板均为工程塑料材质的结构件。
12、进一步的,所述极耳支撑杆为电木材质的结构件。
13、进一步的,所述底板、侧板、顶板的边沿均采用倒角结构。
14、本实用新型另一方面提供了一种电池组极耳焊接设备,包括焊接装置、用于固定电池组的固定装置,所述固定装置为上述一方面所述的电池组极耳焊接固定装置。
15、相对于现有技术,本实用新型所述的一种电池组极耳焊接固定装置及焊接设备具有以下有益效果:
16、(1)本实用新型所述的一种电池组极耳焊接固定装置,将两个待焊接电池并排设置插入放置位内,使极耳支撑杆位于两个待焊接电池一端的极耳之间,弯折两个极耳,焊接组件对两个极耳与极耳支撑杆重合位置进行焊接,极耳支撑杆起到了支撑极耳的作用,防止极耳变形,保证了焊接质量。
技术特征:
1.一种电池组极耳焊接固定装置,其特征在于:包括底板(2)、极耳支撑杆(3)、两个与底板(2)连接的侧板(1),两个所述侧板(1)之间形成用于放置待焊接电池(6)的放置位,所述放置位的宽度与两个所述待焊接电池(6)的厚度相匹配,所述极耳支撑杆(3)与底板(2)连接,所述极耳支撑杆(3)位于两个所述侧板(1)的一端,并位于两个所述待焊接电池(6)的极耳(601)之间。
2.根据权利要求1所述的一种电池组极耳焊接固定装置,其特征在于:所述放置位的上方设有顶板(4),所述顶板(4)与底板(2)可拆卸连接,所述侧板(1)的高度小于待焊接电池(6)的宽度,所述顶板(4)顶紧待焊接电池(6)的上端面。
3.根据权利要求1所述的一种电池组极耳焊接固定装置,其特征在于:所述侧板(1)可移动地连接于底板(2),用于调节两个侧板(1)之间的距离;
4.根据权利要求3所述的一种电池组极耳焊接固定装置,其特征在于:所述侧板(1)底端开有螺纹孔一,所述底板(2)上开有与螺纹孔一相对应的通孔一,所述通孔一的数量为多个,多个所述通孔一沿待焊接电池(6)的厚度方向设置,所述通孔一内设有安装螺栓一,所述安装螺栓一贯穿通孔一与侧板(1)的螺纹孔一连接;
5.根据权利要求2所述的一种电池组极耳焊接固定装置,其特征在于:所述极耳支撑杆(3)上端固设有导向柱(7),所述顶板(4)上开有与导向柱(7)相对应的导向孔(401),所述导向柱(7)安装于导向孔(401)的内侧。
6.根据权利要求1所述的一种电池组极耳焊接固定装置,其特征在于:所述侧板(1)的上端开有与放置位连通的弧形凹槽(101),所述弧形凹槽(101)的开口向上。
7.根据权利要求2所述的一种电池组极耳焊接固定装置,其特征在于:所述底板(2)、侧板(1)、顶板(4)均为工程塑料材质的结构件。
8.根据权利要求1所述的一种电池组极耳焊接固定装置,其特征在于:所述极耳支撑杆(3)为电木材质的结构件。
9.根据权利要求2所述的一种电池组极耳焊接固定装置,其特征在于:所述底板(2)、侧板(1)、顶板(4)的边沿均采用倒角结构。
10.一种电池组极耳焊接设备,包括焊接装置、用于固定电池组的固定装置,其特征在于:所述固定装置为上述权利要求1-9任一所述的电池组极耳焊接固定装置。
技术总结
本技术提供了一种电池组极耳焊接固定装置及焊接设备,包括底板、极耳支撑杆、两个与底板连接的侧板,两个所述侧板之间的形成用于放置待焊接电池的放置位,所述放置位的宽度与两个待焊接电池的厚度相匹配,所述极耳支撑杆与底板连接,所述极耳支撑杆位于两个所述侧板的一端,并位于两个所述待焊接电池的极耳之间。本技术有益效果:将两个待焊接电池并排设置插入放置位内,使极耳支撑杆位于两个待焊接电池一端的极耳之间,弯折两个极耳,焊接组件对两个极耳与极耳支撑杆重合位置进行焊接,极耳支撑杆起到了支撑极耳的作用,防止极耳变形,保证了焊接质量。
技术研发人员:徐淼,张卫杰,王孝霞,陈保国,刘峰
受保护的技术使用者:天津市捷威动力工业有限公司
技术研发日:20230512
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!