一种汽车配件焊接装置的制作方法
本申请涉及汽车生产的,更具体地的说,涉及一种汽车配件焊接装置。
背景技术:
1、汽车制造中焊接生产具有批量大、生产速度快、对被焊零件装配焊接精度要求高等特点,多采用流水作业生产方式。不同零部件需采用不同焊接方式。
2、如现有的专利申请号cn202023336053.0提供了一种汽车配件焊接装置,该装置通过将汽车主件放置在下固定块顶端,然后转动第一螺管,带动第一螺杆上下移动,使上固定块配合下固定块将汽车主件夹紧,然后将配件放置在u型架底端,转动第二螺管,带动第二螺杆上下移动,使第二螺杆底端的压板将配件固定住,然后启动电机,传动带动丝杠转动,使滑座前后滑动,带动u型架移动,使配件移动到主件附近需要焊接的位置,之后启动气缸,带动伸缩杆左右伸缩,使配件贴近主件,最后拿起焊接枪,启动焊接装置,对主配件进行焊接即可,焊接过程中,如需调整主件的位置,那么操作人员转动主件,带动辊轮转动,可减少对主件的摩擦,通过以上设置,便于固定和调节主配件的角度和距离,提高了便利性,并且节省人力,提高焊接效率。
3、但是,该装置在使用中仍存在一定的不足,该装置中的汽车配件位置调整会受到调节结构活动范围的限制,即汽车配件的位置布置灵活性还有待提升。基于上述问题,我们提供了一种汽车配件焊接装置。
技术实现思路
1、为了解决上述背景技术中提出的问题,本申请提供一种汽车配件焊接装置。
2、本申请提供的一种汽车配件焊接装置采用如下的技术方案:
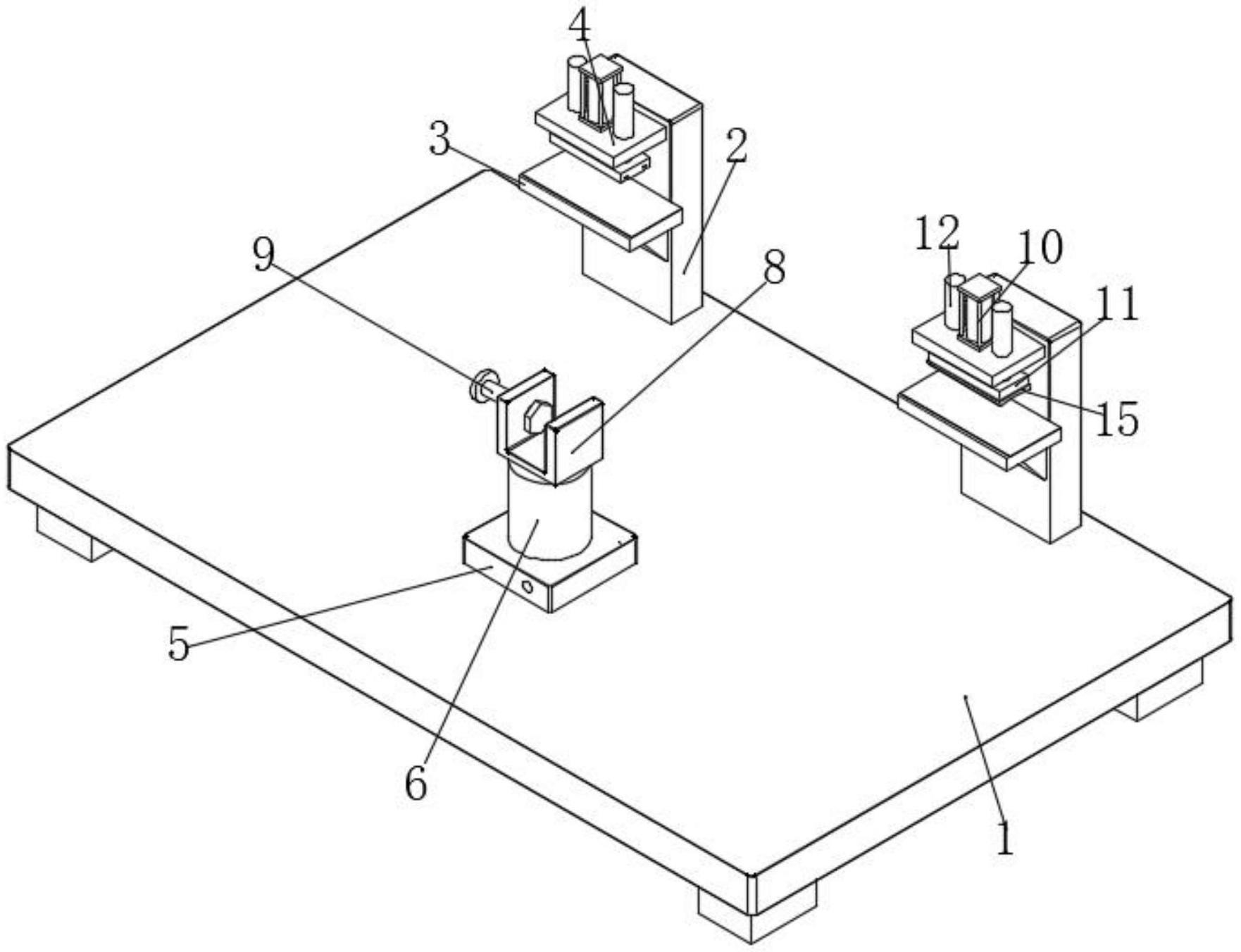
3、一种汽车配件焊接装置,包括底座,所述底座的顶部对称装配有两个立板,且两个所述立板的侧面均固接有两个横板,所述立板侧面位于横板上方的位置固接有装配板,且两个所述装配板的顶部均设置有挤压机构,所述底座的顶部放置有电磁座,且所述电磁座的顶部装配有导管,且所述导管的顶端螺纹连接有导杆,所述导杆的顶端转动连接有u形板,所述u形板的侧面螺纹连接有螺纹杆,且所述螺纹杆的侧端布置在u形板的内腔中。
4、通过采用上述技术方案,从而可方便操作人员对汽车配件进行焊接,而且固定汽车配合的结构可进水平位置、垂直位置以及角度位置的调整,进而可灵活的满足汽车配合的焊接。
5、优选的,所述挤压机构包括固定装配在装配板顶部中心处的电推缸,且所述电推缸的输出端装配有压板,所述压板布置在装配板的下方,所述装配板的顶部对称固接有两个伸缩杆,两个所述伸缩杆的伸缩端均固接在压板的顶部上。
6、通过采用上述技术方案,两个伸缩杆可对压板下移的轨迹进行限制,由此保证压板下移的稳固性。
7、优选的,所述压板的底部开设有一对限定槽,且两个所述限定槽的内部均插接装配有导条,两个所述导条的底部同时固接有凹弧形板。
8、通过采用上述技术方案,可由凹弧形板的凹面接触并挤压圆管件,保证圆管件夹持的固定性。
9、优选的,所述限定槽的形状为燕尾形,且所述导条与限定槽完全适配。
10、通过采用上述技术方案,可保证导条与限定槽之间插接装配的稳固性。
11、优选的,所述螺纹杆位于u形板内的一端固接有橡胶垫。
12、通过采用上述技术方案,可由橡胶垫接触并挤压u形板内的汽车配件,增加汽车配件装配的稳固性。
13、综上所述,本申请包括以下有益技术效果:
14、通过将汽车主件在两个横板上放置好,并通过挤压机构对汽车主件进行挤压固定,然后根据汽车配件与汽车主件之间焊接的位置,进行电磁座在底座上位置的放置,当电磁座位置放置好后,在将电磁座通电,使得电磁座可在底座上进行通电,进而将导管以及u形板固定住,然后在将汽车配件放置在u形板的凹腔处并转动螺纹杆,使得螺纹杆的侧端挤压并固定好汽车配件,使得汽车配件可稳固的与汽车主件接触的结构设计,从而可方便操作人员对汽车配件进行焊接,而且固定汽车配合的结构可进水平位置、垂直位置以及角度位置的调整,进而可灵活的满足汽车配合的焊接。
技术特征:
1.一种汽车配件焊接装置,包括底座(1),所述底座(1)的顶部对称装配有两个立板(2),且两个所述立板(2)的侧面均固接有两个横板(3),所述立板(2)侧面位于横板(3)上方的位置固接有装配板(4),且两个所述装配板(4)的顶部均设置有挤压机构,其特征在于:所述底座(1)的顶部放置有电磁座(5),且所述电磁座(5)的顶部装配有导管(6),且所述导管(6)的顶端螺纹连接有导杆(7),所述导杆(7)的顶端转动连接有u形板(8),所述u形板(8)的侧面螺纹连接有螺纹杆(9),且所述螺纹杆(9)的侧端布置在u形板(8)的内腔中。
2.根据权利要求1所述的一种汽车配件焊接装置,其特征在于:所述挤压机构包括固定装配在装配板(4)顶部中心处的电推缸(10),且所述电推缸(10)的输出端装配有压板(11),所述压板(11)布置在装配板(4)的下方,所述装配板(4)的顶部对称固接有两个伸缩杆(12),两个所述伸缩杆(12)的伸缩端均固接在压板(11)的顶部上。
3.根据权利要求2所述的一种汽车配件焊接装置,其特征在于:所述压板(11)的底部开设有一对限定槽(13),且两个所述限定槽(13)的内部均插接装配有导条(14),两个所述导条(14)的底部同时固接有凹弧形板(15)。
4.根据权利要求3所述的一种汽车配件焊接装置,其特征在于:所述限定槽(13)的形状为燕尾形,且所述导条(14)与限定槽(13)完全适配。
5.根据权利要求1所述的一种汽车配件焊接装置,其特征在于:所述螺纹杆(9)位于u形板(8)内的一端固接有橡胶垫。
技术总结
本申请涉及一种汽车配件焊接装置,其包括底座,所述底座的顶部对称装配有两个立板,且两个所述立板的侧面均固接有两个横板,所述立板侧面位于横板上方的位置固接有装配板,且两个所述装配板的顶部均设置有挤压机构,所述底座的顶部放置有电磁座,且所述电磁座的顶部装配有导管,且所述导管的顶端螺纹连接有导杆,所述导杆的顶端转动连接有U形板,所述U形板的侧面螺纹连接有螺纹杆,且所述螺纹杆的侧端布置在U形板的内腔中,从而可方便操作人员对汽车配件进行焊接,而且固定汽车配合的结构可进水平位置、垂直位置以及角度位置的调整,进而可灵活的满足汽车配合的焊接。
技术研发人员:黄锦山,黄锦玉,李发芝
受保护的技术使用者:合肥利恩机电配件有限公司
技术研发日:20230515
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!