一种用于汽车隔音棉的双工位模压成型装置的制作方法
本技术涉及隔音棉加工,具体的,涉及一种用于汽车隔音棉的双工位模压成型装置。
背景技术:
1、隔音棉具有良好的隔音效果和隔热效果,在汽车引擎盖内粘贴后,可有效避免发动机的高温直接传值引擎盖,以此保护引擎盖表面车漆,隔音棉还可以将通过的声波经过无数纤维的反射、叠加、碰撞使得声波能量转化为热能,使声波强度减弱,达到隔音效果。
2、在生产隔音棉的过程中,需要将隔音棉通过铝塑膜包装起来,由于所有的保温材料都吸水,使用铝塑膜包装起来后,使其在保证保温和隔音的效果的同时,具备防水功能,因此,模压和冲切是包装过程中必不可少的两道工序,在现有技术中,模压和冲切分别在两个机床上,并且需要将完成模压的工具手动传递到冲切机床上,过程复杂反锁,现提出一种方案解决该问题。
技术实现思路
1、本实用新型提出一种用于汽车隔音棉的双工位模压成型装置,解决了相关技术中模压和冲切分别在两个机床上,并且需要将完成模压的工具手动传递到冲切机床上,过程复杂反锁问题。
2、本实用新型的技术方案如下:一种用于汽车隔音棉的双工位模压成型装置,包括机架、模压工位和冲切工位,所述模压工位和所述冲切工位均设置在所述机架上,还包括推板一、矫正机构和传送机构,所述传送机构设置在所述机架上,所述推板一滑动设于所述机架上,所述推板一和所述矫正机构分别位于所述模压工位两侧,所述传松机构的输入端和输出端分别连接所述矫正机构和所述冲切工位,所述矫正机构包括横向辊和纵向辊,所述横向辊和所述纵向辊交替分布且均转动设置在所述机架上,所述横向辊与所述纵向辊的轴线相互垂直。
3、作为进一步的技术方案,所述矫正机构还包括支撑架和矫正隔板,所述支撑架设置在所述机架上,所述横向辊和所述纵向辊转动设置在所述支撑架上,所述矫正隔板设置在所述支撑架远离模压工位的一侧。
4、作为进一步的技术方案,所述传送机构为传送带,所述传送带的输入端连接所述矫正机构,所述传送带的输出端连接所述冲切工位。
5、作为进一步的技术方案,还包括上料机构,所述上料机构包括滑动设于所述机架上的推板二,用于将工件从所述传送带上推至所述冲切工位,所述推板二连接有拦截板,用于将所述传送带上的工件拦截至所述推板二处。
6、作为进一步的技术方案,所述模压工位设置有导向斜板一,所述导向斜板一位于所述模压工位和所述矫正机构之间。
7、作为进一步的技术方案,所述冲切工位上设置有导向斜板二,位于所述冲切工位和所述传送带之间,且所述导向斜板二上具有宽度逐渐减小的锥形滑道。
8、本实用新型的工作原理和有益效果为:现有技术中,模压和冲切两道工序需要在不同的机床分别完成,且需要人工移动工件,容易触碰到刀具,而产生安全问题,本方案中,当隔音棉完成模压工序后,通过推板一的推动,使得隔音棉金可以从模压工位传递到矫正机构上,通过矫正机构中的横向辊和纵向辊矫正至固定角度后,进入传送机构,并通过传送机构传送到冲切工位处,使得两道工序可以在一个机床上完成,并且不需要人工接触工件即可实现两道工序之间工件的传动,从而简化了操作过程,提高了操作的安全性。
技术特征:
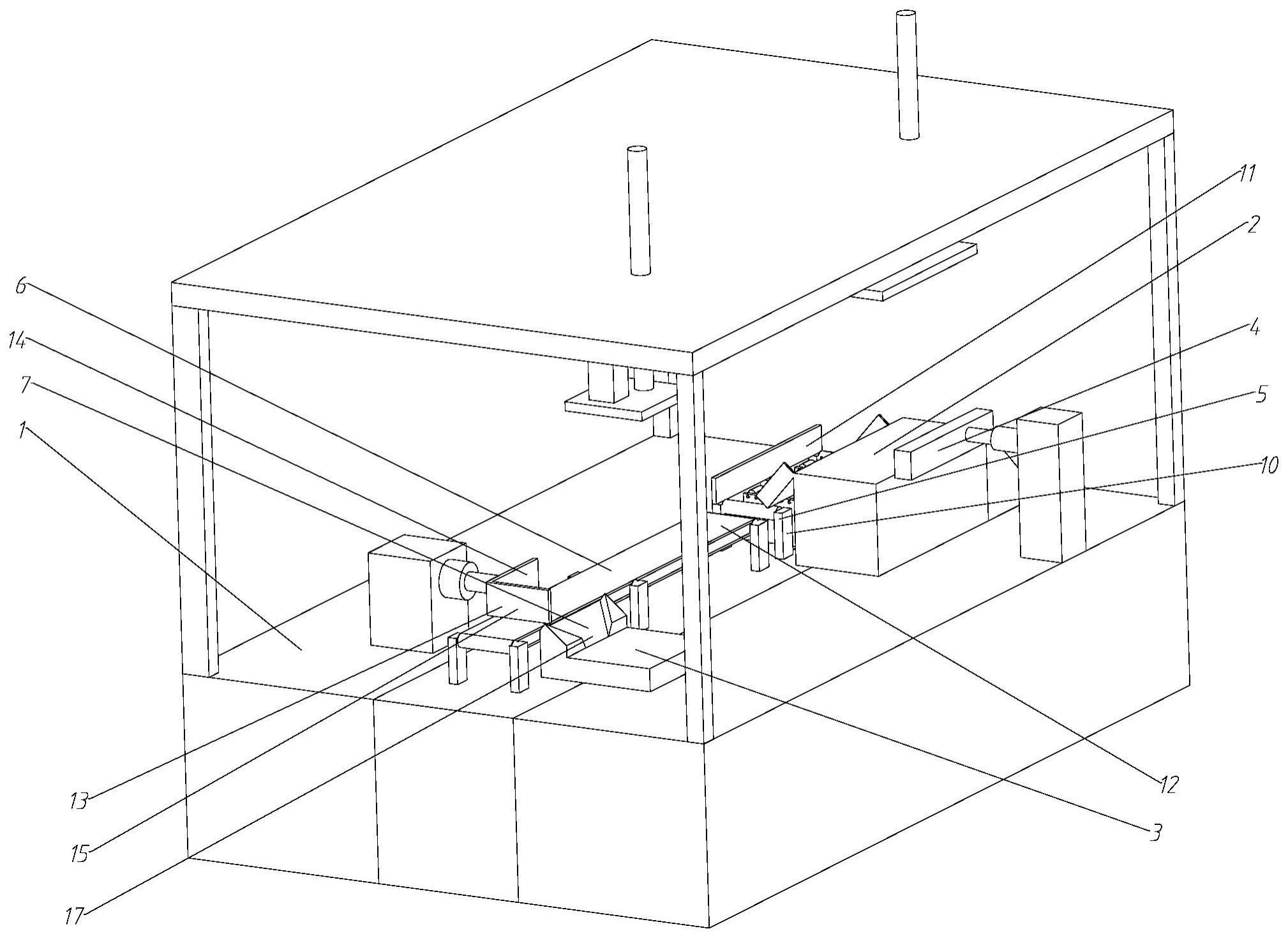
1.一种用于汽车隔音棉的双工位模压成型装置,包括机架(1)、模压工位(2)和冲切工位(3),所述模压工位(2)和所述冲切工位(3)均设置在所述机架(1)上,其特征在于,还包括推板一(4)、矫正机构(5)和传送机构(6),所述传送机构(6)设置在所述机架(1)上,所述推板一(4)滑动设于所述机架(1)上,所述推板一(4)和所述矫正机构(5)分别位于所述模压工位(2)两侧,所述传送机构(6)的输入端和输出端分别连接所述矫正机构(5)和所述冲切工位(3),所述矫正机构(5)包括横向辊(8)和纵向辊(9),所述横向辊(8)和所述纵向辊(9)交替分布且均转动设置在所述机架(1)上,所述横向辊(8)与所述纵向辊(9)的轴线相互垂直。
2.根据权利要求1所述的一种用于汽车隔音棉的双工位模压成型装置,其特征在于,所述矫正机构(5)还包括支撑架(10)和矫正隔板(11),所述支撑架(10)设置在所述机架(1)上,所述横向辊(8)和所述纵向辊(9)转动设置在所述支撑架(10)上,所述矫正隔板(11)设置在所述支撑架(10)远离模压工位(2)的一侧。
3.根据权利要求1所述的一种用于汽车隔音棉的双工位模压成型装置,其特征在于,所述传送机构(6)为传送带(12),所述传送带(12)的输入端连接所述矫正机构(5),所述传送带(12)的输出端连接所述冲切工位(3)。
4.根据权利要求3所述的一种用于汽车隔音棉的双工位模压成型装置,其特征在于,还包括上料机构(13),所述上料机构(13)包括滑动设于所述机架(1)上的推板二(14),用于将工件从所述传送带(12)上推至所述冲切工位(3),所述推板二(14)连接有拦截板(15),用于将所述传送带(12)上的工件拦截至所述推板二(14)处。
5.根据权利要求1所述的一种用于汽车隔音棉的双工位模压成型装置,其特征在于,所述模压工位(2)设置有导向斜板一(16),所述导向斜板一(16)位于所述模压工位(2)和所述矫正机构(5)之间。
6.根据权利要求1所述的一种用于汽车隔音棉的双工位模压成型装置,其特征在于,所述冲切工位(3)上设置有导向斜板二(17),位于所述冲切工位(3)和所述传送带(12)之间,且所述导向斜板二(17)上具有宽度逐渐减小的锥形滑道(7)。
技术总结
本技术涉及隔音棉加工技术领域,提出了一种用于汽车隔音棉的双工位模压成型装置,包括机架、模压工位和冲切工位,模压工位和冲切工位均设置在机架上,还包括推板一、矫正机构和传送机构,传送机构设置在机架上,推板一滑动设于机架上,推板一和矫正机构分别位于模压工位两侧,传松机构的输入端和输出端分别连接矫正机构和冲切工位,矫正机构包括横向辊和纵向辊,横向辊和纵向辊交替分布且均转动设置在机架上,横向辊与纵向辊的轴线相互垂直。通过上述技术方案,解决了现有技术中需要将完成模压的工具手动传递到冲切机床上,过程复杂反锁问题。
技术研发人员:耿婷婷
受保护的技术使用者:保定棉金汽车饰件制造有限公司
技术研发日:20230515
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!