一种延长冲头寿命的F撑拍扁模具的制作方法
本技术涉及金属冲压成型领域,具体涉及一种延长冲头寿命的f撑拍扁模具。
背景技术:
1、f撑拍扁压包工艺是物流仓储托盘类产品生产中保证电阻焊焊接强度的一种有效方式。压包的过程属于金属拉伸成型工艺。现有的胎具制作结构为型腔与胎块一体式,且成型腔为盲孔(封闭),主要是通过上下模拉伸压型来保证加工精度。然而因为模具压包为封闭型腔,其模具成型拉伸部位承受的冲击压力和封闭型腔造成的空气压力较大,造成模具冲头磨损较严重;往往模具主体还没有产生损坏时,其成型部份已严重损坏,导致模具整体需要修磨甚至报废,从而增加了模具的制作与维修成本。
技术实现思路
1、本实用新型的目的是提供一种下镶块为通孔式的f撑拍扁模具,同时模具成型部分和主体采用分离设计,这样解决了成型冲头容易损伤以及模具成型部分不易单独更换或修磨的问题。
2、为实现上述目的,采用的技术方案为:
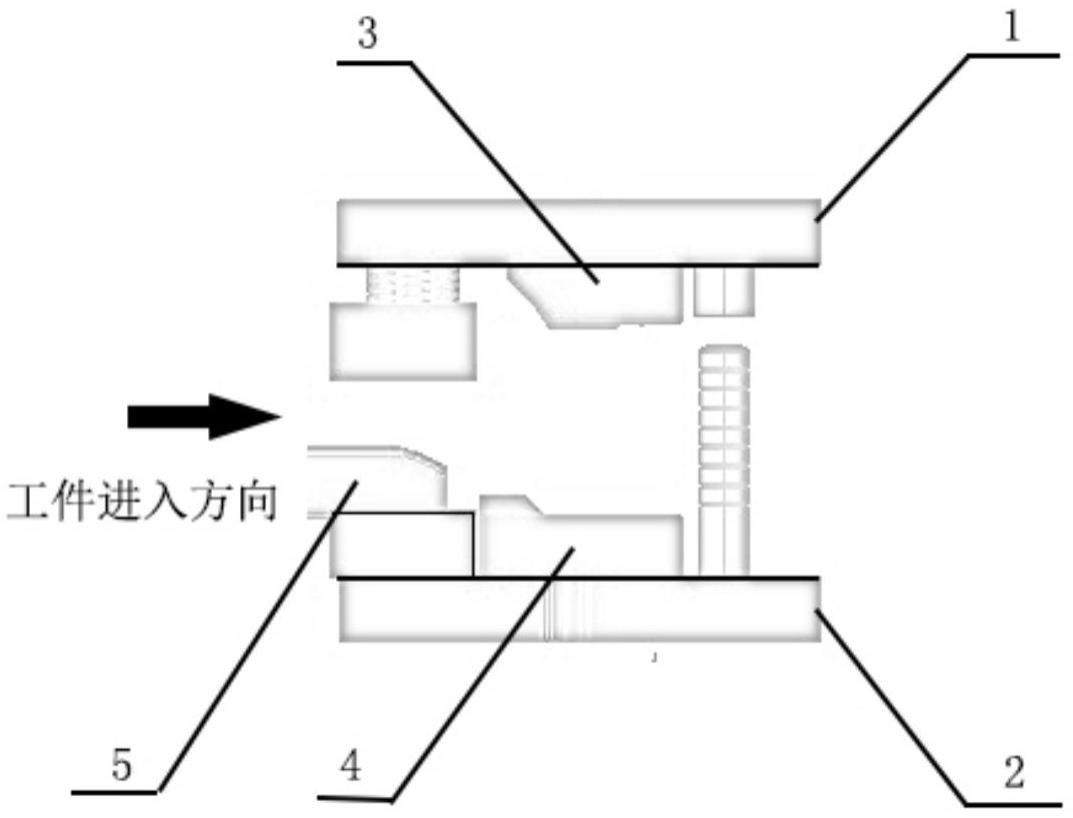
3、一种延长冲头寿命的f撑拍扁模具,分为上模和下模,上模上设置有上模镶块和凸起,下模上设置有下模镶块、型腔和工件定位块,所述下模镶块位于工件定位块内侧,所述下模镶块为通孔式,所述下模镶块和型腔是分体结构;所述上模镶块与凸起也是分体结构。
4、优选地,所述通孔为两条纵向的通孔。
5、本实用新型的有益效果是:本实用新型的模具,因其下模镶块为通孔式,这样成型腔内不会因封闭空间形成高压空气阻碍工件拉伸成形,降低了对成型冲头的损伤,延长了成型冲头的使用寿命。同时成型部分与主体采用分离设计,可单独修磨或更换,延长模具主体使用寿命,减少了维修次数和维修成本。
技术特征:
1.一种延长冲头寿命的f撑拍扁模具,分为上模和下模,上模上设置有上模镶块和凸起,下模上设置有下模镶块、型腔和工件定位块,所述下模镶块位于工件定位块内侧,其特征在于:所述下模镶块为通孔式,所述下模镶块和型腔是分体结构;上模镶块与凸起也是分体结构。
2.根据权利要求1所述的一种延长冲头寿命的f撑拍扁模具,其特征在于:所述通孔为两条纵向的通孔。
技术总结
本技术提供了一种延长冲头寿命的F撑拍扁模具,涉及金属冲压成型领域,分为上模和下模,上模上设置有上模镶块和凸起,下模上设置有下模镶块、型腔和工件定位块,下模镶块为通孔式,所述下模镶块和型腔是分体结构;所述上模镶块与凸起也是分体结构。本技术的有益效果是:本技术的模具,因其下模镶块为通孔式,这样成型腔内不会因封闭空间形成高压空气阻碍工件拉伸成形,降低了对成型冲头的损伤,延长了成型冲头的使用寿命。同时成型部分与主体采用分离设计,可单独修磨或更换,延长模具主体使用寿命,减少了维修次数和维修成本。
技术研发人员:王万斌,宋斌兵
受保护的技术使用者:大连益丰物流科技有限公司
技术研发日:20230517
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!