打包扣生产工作台的制作方法
本申请涉及五金件加工的领域,尤其是涉及一种打包扣生产工作台。
背景技术:
1、带钢打包扣是打包封箱时将打包带两端连接在一起的一种打包扣。带钢打包扣结实耐用,小巧美观,轻质易携带,使用方便,在包装行业中等到的广泛使用。
2、现有全自动带钢打包包扣机自动化程度高,设备复杂,价格昂贵,仅适用于大批量的生产;部分小微企业通常对带钢打包扣进行小批量生产,使用全自动包扣机会使得带钢打包扣的生产成本过高;而采用人工切割弯折的方式对包扣机进行加工效率低下,费时费力;使得企业在对打包扣进行小批量生产时,很难在兼顾生产效率的同时使得打包扣的生产成本比较低。
技术实现思路
1、为了使得打包扣生产设备兼顾效率的同时,又适用于打包扣的小批量生产,本申请提供一种打包扣生产工作台。
2、本申请提供的一种打包扣生产工作台采用如下的技术方案:
3、一种打包扣生产工作台,包括操作台和设置于所述操作台上的切割组件和弯折组件,所述切割组件用于切割带钢坯料;所述弯折组件用于使带钢弯折成打包扣形态;所述切割组件在使用时具有张开状态和闭合状态,所述切割组件通讯连接有控制组件,所述控制组件用于控制所述切割组件在张开状态与闭合状态之间往复切换;
4、所述切割组件包括切刀和刀座,所述刀座固定设置于所述操作台的上表面,所述切刀的长度方向的一端与所述刀座铰接,所述切刀的刀刃朝向所述刀座的上表面;
5、所述弯折组件包括底座、限位片和压板,所述底座与所述操作台的上表面固定连接;所述限位片平行设置于所述底座的上表面,所述限位片侧壁的一端与所述底座的上表面之间具有间隙,另一端与所述底座的上表面固定连接;所述压板与所述底座上表面长度方向一侧的侧壁铰接。
6、通过采用上述技术方案,切割组件在使用时具有张开状态和闭合状态,控制组件能够控制切割组件在张开状态与闭合状态之间往复切换;切割组件处于张开状态时,工作人员对带钢坯料进行上料;切割组件由张开状态切换为闭合状态时,切割组件能够将带钢坯料进行切割,使得带钢坯料被加工成条状;弯折组件能够对条状的带钢进行弯折,从而实现将带钢加工成打包扣形态;对带钢坯料进行切割加工时,切刀向靠近刀座的方向移动,实现对带钢坯料切割的动作,以便于切割组件对带钢坯料加工成条状;切刀向远离刀座的方向移动时,切刀与刀座之间存在间隙,以便于工作人员进行上料;对带钢条进行弯折加工时,限位片能够将待弯折的带钢与底座之间进行限位固定,工作人员牵引压板向靠近底座上表面的方向移动,对带钢条的一端施加压力,使得带钢条的一端向上弯折,随后,将带钢条取出对带钢条的另一端进行按压操作,将带钢条加工成打包扣,使得打包扣生产设备兼顾效率的同时,又适用于打包扣的小批量生产。
7、可选的,所述操作台的上表面设置有安装架,所述切割组件还包括气缸,所述气缸的安装座与所述安装架的侧壁固定连接,所述气缸的输出轴铰接于所述切刀远离所述刀座一端的侧壁。
8、通过采用上述技术方案,气缸的输出端在伸缩的过程中,能够自动带动连接杆及切刀向靠近或远离刀座的方向往复移动,实现对带钢坯料的自动切割。
9、可选的,所述控制组件包括感应器,所述感应器设置于所述刀座上,所述感应器的信号输出端与所述气缸的信号输入端通讯连接。
10、通过采用上述技术方案,感应器能够对切刀的位置进行监测,当感应器的感应端监测切刀与刀座相抵接时向气缸发送张开预警指令,气缸接收到张开预警指令后牵引连接杆和切刀向远离刀座的方向移动,使得切割组件切换为张开状态。
11、可选的,所述压板远离所述限位片的一端设置有第一手柄。
12、通过采用上述技术方案,第一手柄便工作人员手持,以便于工作人员使用压板对带钢进行弯折操作。
13、可选的,所述操作台上设置有定位板,所述定位板设置于所述刀座的一侧,且所述定位板与所述切刀平行设置。
14、通过采用上述技术方案,定位板的侧壁可供带钢坯料的端壁进行抵接,以便于工作人员对带钢坯料进行定位,使得切割组件能够将带钢坯料切割为宽度相同的带钢条,使得生产出的打包扣规格一致。
15、可选的,所述操作台的上表面设置有支撑板,所述支撑板平行设置于所述定位板远离切刀的一侧,且所述定位板能够沿靠近或远离所述支撑板的方向往复滑移;所述定位板远离所述切刀的一侧转动连接有调节杆,所述调节杆远离所述定位板的一端穿设并转动连接于所述支撑板。
16、通过采用上述技术方案,调节杆能够绕自身轴线周向转动,从而带动定位板移动,对定位板与切刀之间的距离进行调整;工作人员能够根据待加工带钢条所需的尺寸来调节定位板与切刀之间的距离,从而提高打包扣生产设备的适应性。
17、综上所述,本申请包括以下至少一种有益技术效果:
18、1.对带钢坯料进行切割时,先将带钢坯料放置于刀座上,气缸的输出端牵引切刀向靠近刀座的方向移动,并与刀座的侧壁相抵接,实现对带钢坯料的切割动作;切刀与刀座相扣合时,感应器能够向气缸发送张开预警指令,使得气缸牵引切刀向远离刀座的方向移动,切割组件切换为张开状态;对条状带钢进行弯折处理时,先将带钢扣入限位片底壁与底座的上表面之间的间隙中,限位片能够对带钢进行限位固定,随后工作人员扳动第一手柄牵引压板向靠近底座上表面的方向移动,将带钢加工成打包扣,提高打包扣在小批量生产时的便捷性。
技术特征:
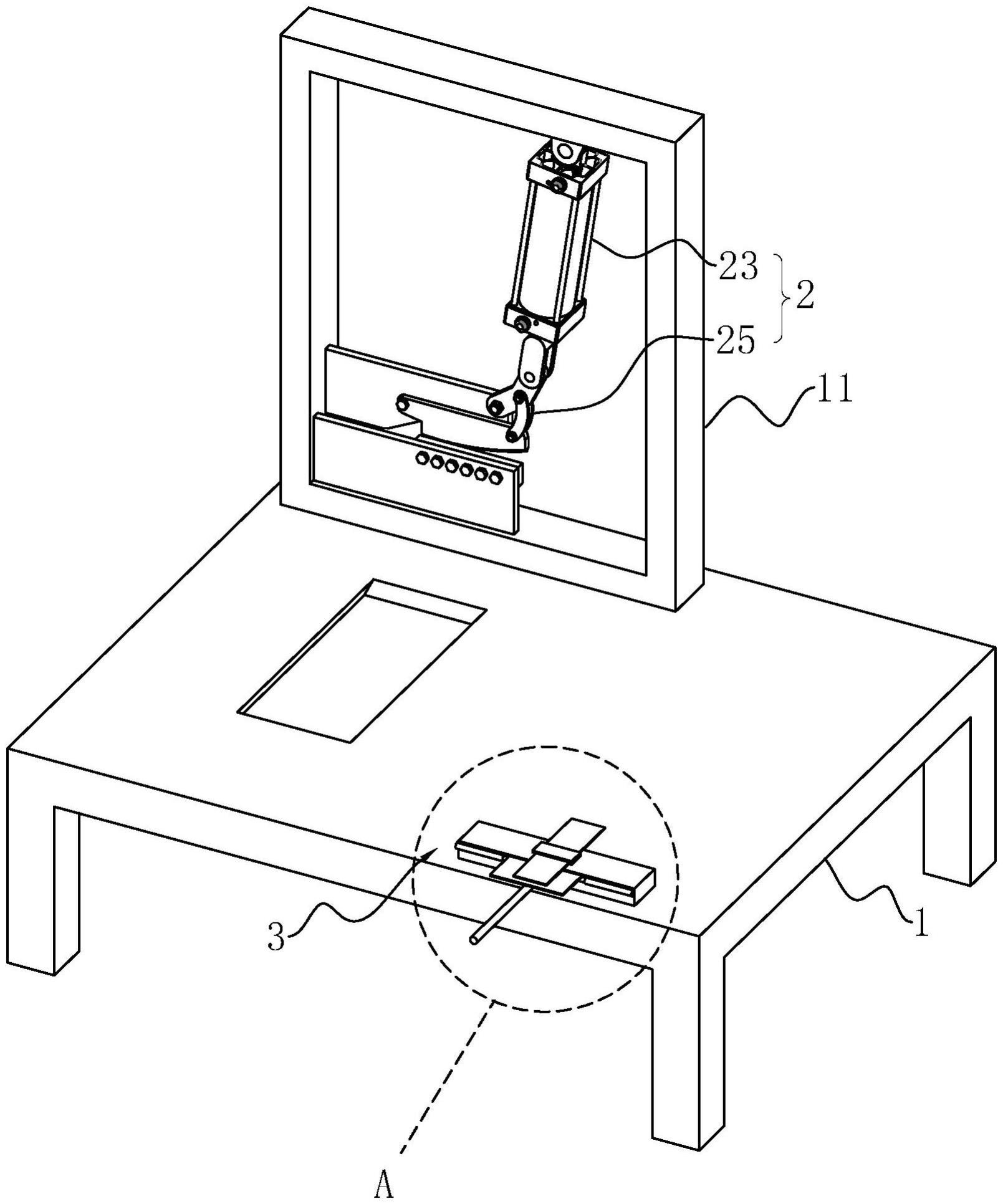
1.一种打包扣生产工作台,其特征在于:包括操作台(1)和设置于所述操作台(1)上的切割组件(2)和弯折组件(3),所述切割组件(2)用于切割带钢坯料;所述弯折组件(3)用于使带钢弯折成打包扣形态;所述切割组件(2)在使用时具有张开状态和闭合状态,所述切割组件(2)通讯连接有控制组件(4),所述控制组件(4)用于控制所述切割组件(2)在张开状态与闭合状态之间往复切换;
2.根据权利要求1所述的打包扣生产工作台,其特征在于:所述操作台(1)的上表面设置有安装架(11),所述切割组件(2)还包括气缸(23),所述气缸(23)的安装座与所述安装架(11)的侧壁固定连接,所述气缸(23)的输出轴铰接于所述切刀(21)远离所述刀座(22)一端的侧壁。
3.根据权利要求2所述的打包扣生产工作台,其特征在于:所述控制组件(4)包括感应器(41),所述感应器(41)设置于所述刀座(22)上,所述感应器(41)的信号输出端与所述气缸(23)的信号输入端通讯连接。
4.根据权利要求1所述的打包扣生产工作台,其特征在于:所述压板(32)远离所述限位片(33)的一端设置有第一手柄(34)。
5.根据权利要求1所述的打包扣生产工作台,其特征在于:所述操作台(1)上设置有定位板(5),所述定位板(5)设置于所述刀座(22)的一侧,且所述定位板(5)与所述切刀(21)平行设置。
6.根据权利要求5所述的打包扣生产工作台,其特征在于:所述操作台(1)的上表面设置有支撑板(6),所述支撑板(6)平行设置于所述定位板(5)远离切刀(21)的一侧,且所述定位板(5)能够沿靠近或远离所述支撑板(6)的方向往复滑移;所述定位板(5)远离所述切刀(21)的一侧转动连接有调节杆(7),所述调节杆(7)远离所述定位板(5)的一端穿设并转动连接于所述支撑板(6)。
技术总结
本申请涉及五金件加工的领域,尤其是涉及一种打包扣生产工作台,其包括操作台和设置于所述操作台上的切割组件和弯折组件,所述切割组件用于切割带钢坯料;所述弯折组件用于使带钢弯折成打包扣形态;所述切割组件在使用时具有张开状态和闭合状态,所述切割组件通讯连接有控制组件,所述控制组件用于控制所述切割组件在张开状态与闭合状态之间往复切换。本申请具有使得打包扣生产设备兼顾效率的同时,又适用于打包扣的小批量生产的效果。
技术研发人员:兰勇,韦海朗
受保护的技术使用者:厦门康凯盛金属制品有限公司
技术研发日:20230519
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!