一种钢管锥头焊接压紧夹具的制作方法
本技术涉及钢管夹具领域,具体来说,涉及一种钢管锥头焊接压紧夹具。
背景技术:
1、钢管锥头包括钢管和锥头,锥头由内向外装配有高强螺栓,锥头外部用套筒将高强螺栓固定,随后将装配好高强螺栓的锥头焊接在钢管端部。通常在焊接锥头时,需要将其与钢管对齐并定位,以方便进行焊接。
2、现有的是采用人工辅助焊接过程,一方面容易导致对齐不准,定位不准,从而焊接发生偏差,影响产品质量,另一方面,焊接过程中产生高温,人工辅助存在生产安全问题。
3、基于此,我们设计了一种钢管锥头焊接压紧夹具,该夹具对钢管锥头自动对齐定位,焊接过程不需要人工辅助完成,生产出来的产品质量好,生产安全系数高。
技术实现思路
1、本实用新型的目的是提供了一种钢管锥头焊接压紧夹具,对钢管锥头进行夹持,对齐定位,方便焊接,本实用新型采用的具体技术方案如下:
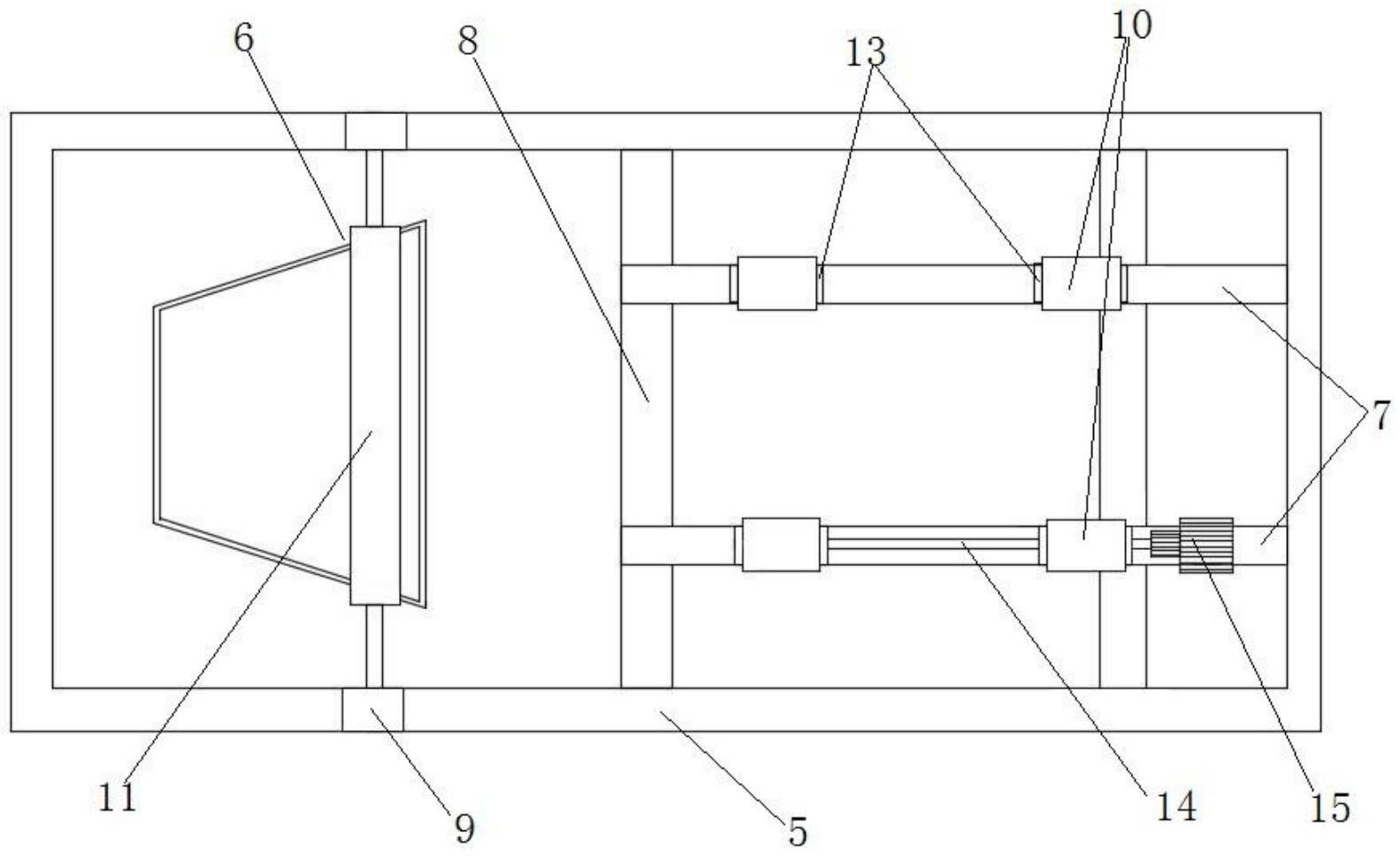
2、一种钢管锥头焊接压紧夹具,包括夹具底座,锥头定位装置以及钢管托架,所述夹具底座呈四方框架形,夹具底座在一端设有底座横杆,所述钢管托架架设在夹具底座的底座横杆上,夹具底座的另一端设置有竖直的安装柱,所述锥头定位装置通过安装柱安装在夹具底座上,所述钢管托架上设置有钢管支撑滚轮,所述锥头定位装置轴线与底座横杆的均分线在同一平面上。
3、进一步地,所述锥头定位装置通过锁紧箍将锥头定位套固定在安装柱上。
4、进一步地,所述锥头定位套呈尖端缺失的圆锥状。锥头定位套用来放置装配好高强螺栓的锥头,尖端缺失的圆锥状锥头定位套方便锥头的高强螺栓穿过,并对其进行固定和定位。
5、进一步地,所述钢管支撑滚轮通过滚轮支架安装在钢管托架上,钢管支撑滚轮在钢管托架上设置有4个,4个钢管支撑滚轮在钢管托架的两边两两设置。钢管托架上钢管支撑滚轮用来对钢管进行定位以及方便其旋转。
6、进一步地,所述钢管托架一侧的两个钢管支撑滚轮由传动轴连接,所述传动轴的末端设置有滚轮电机。滚轮电机通过传动轴向钢管托架一侧的钢管支撑滚轮提供动力,作为主动轮提供传动力,另外一侧钢管支撑滚轮作为从动轮,促进钢管的旋转。
7、本实用新型具备以下有益效果:该夹具的锥头定位装置和钢管托架位于夹具底座上,锥头定位装置用来对锥头进行固定和定位,钢管托架上钢管支撑滚轮用来对钢管进行定位,由于锥头定位装置轴线与底座横杆的均分线在同一平面上,直接将钢管以及锥头放置到夹具的对应位置,即可相互匹配直接进行焊接,滚轮电机通过传动轴向钢管托架一侧的钢管支撑滚轮提供动力,作为主动轮提供传动力,另外一侧钢管支撑滚轮作为从动轮,促进钢管的旋转,方便钢管在焊接过程中的旋转,该夹具解决了同一规格的钢管锥头的焊接问题,节省了人工,对齐准确,保证了钢管的焊接质量。
技术特征:
1.一种钢管锥头焊接压紧夹具,其特征在于:包括夹具底座(5),锥头定位装置(6)以及钢管托架(7),所述夹具底座(5)呈四方框架形,夹具底座(5)在一端设有底座横杆(8),所述钢管托架(7)架设在夹具底座(5)的底座横杆(8)上,夹具底座(5)的另一端设置有竖直的安装柱(9),所述锥头定位装置(6)通过安装柱(9)安装在夹具底座(5)上,所述钢管托架(7)上设置有钢管支撑滚轮(10),所述锥头定位装置(6)轴线与底座横杆(8)的均分线在同一平面上。
2.根据权利要求1所述的一种钢管锥头焊接压紧夹具,其特征在于:所述锥头定位装置(6)通过锁紧箍(11)将锥头定位套(12)固定在安装柱(9)上。
3.根据权利要求2所述的一种钢管锥头焊接压紧夹具,其特征在于:所述锥头定位套(12)呈尖端缺失的圆锥状。
4.根据权利要求1所述的一种钢管锥头焊接压紧夹具,其特征在于:所述钢管支撑滚轮(10)通过滚轮支架(13)安装在钢管托架(7)上,钢管支撑滚轮(10)在钢管托架(7)上设置有4个,4个钢管支撑滚轮(10)在钢管托架(7)的两边两两设置。
5.根据权利要求4所述的一种钢管锥头焊接压紧夹具,其特征在于:所述钢管托架(7)一侧的两个钢管支撑滚轮(10)由传动轴(14)连接,所述传动轴(14)的末端设置有滚轮电机(15)。
技术总结
本技术公开了一种钢管锥头焊接压紧夹具,包括夹具底座,锥头定位装置以及钢管托架,所述夹具底座呈四方框架形,夹具底座在一端设有底座横杆,所述钢管托架架设在夹具底座的横杆上,夹具底座的另一端设置有竖直的安装柱,所述锥头定位装置通过安装柱安装在夹具底座上,所述钢管托架上设置有钢管支撑滚轮,所述锥头定位装置轴线与底座横杆的均分线在同一平面上。该夹具的锥头定位装置和钢管托架位于夹具底座上,锥头定位装置对锥头进行固定和定位,钢管托架对钢管进行定位,相互匹配后直接进行焊接,焊接过程中采用电动旋转,该夹具解决了同一规格的钢管锥头的焊接问题,节省了人工,对齐准确,保证了钢管的焊接质量。
技术研发人员:王红良,王红建,何峰,卫高峰
受保护的技术使用者:浙江博纳钢构有限公司
技术研发日:20230523
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!