一种铁壳吸取压合装置的制作方法
本技术涉及汽车零部件装配,尤其是涉及一种铁壳吸取压合装置。
背景技术:
1、随着汽车智能化的发展,汽车pcb电路板也被广泛应用在各种汽车电子模块中,在pcb电路板上,存在各种需要进行功能屏蔽的铁壳,例如:屏蔽盖及弹片等,现有的电子模块组装过程中,主要分为两种方式,一种是采用手动压装治具的方式,也就是人工将铁壳放置到待组装的产品上,然后手工将其压入,其面临效率低下、人工压入操作过程不易监控的缺点;
2、另一种则是采用自动化组装的方式:首先利用吸盘将铁壳进行吸取,自动搬运到待组装的产品上,然后下一作业工位将铁壳进行压入操作,由于目前自动组装铁壳主要采用吸盘进行铁壳吸取,吸取的铁壳样式单一,无法吸取其他异形结构的铁壳(比如设有较多散热孔的铁壳),此外在压入过程中,往往需要额外单独设置压入工站来进行铁壳压入监控,占地面积较大,需要设置2个作业工站才能完成吸取和压入两个工艺。
技术实现思路
1、本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种铁壳吸取压合装置,能够自动地一次性进行铁壳吸取及压入操作,能够适应不同结构形式的铁壳,且能方便可靠地进行压入过程监控。
2、本实用新型的目的可以通过以下技术方案来实现:一种铁壳吸取压合装置,与自动化运动模组相连接,包括可上下移动的磁性吸取部和可上下移动的压合部,所述压合部设置有用于采集压入过程监测数据的压力传感器和位移传感器,所述压力传感器和位移传感器连接至监控仪器,所述磁性吸取部设置有用于隔空吸起铁壳的永磁铁。
3、进一步地,所述永磁铁连接有脱磁气缸。
4、进一步地,所述压合部包括套设于导向轴上的直线轴承,所述导向轴的底端连接有压头。
5、进一步地,所述导向轴的底端连接有第一安装板,所述第一安装板插入连接有第二安装板,所述第二安装板的底部连接有压头。
6、进一步地,所述第一安装板的顶部位于直线轴承的下方,当直线轴承向下移动时,能够与第一安装板的顶部相抵触。
7、进一步地,所述第一安装板的侧面设置有快拆定位销。
8、进一步地,所述直线轴承安装于压力传感器的两侧,所述压力传感器与第一安装板的顶部之间连接有弹簧。
9、进一步地,所述压力传感器的底部设置有用于限制直线轴向下移动距离的限位块。
10、进一步地,所述位移传感器安装在直线轴承的侧面。
11、进一步地,所述自动化运动模组具体为机械手。
12、与现有技术相比,本实用新型具有以下优点:
13、一、本实用新型将铁壳吸取压合装置与现有的自动化运动模组相连接,使得整个装置能够在自动化运动模组的带动下实现不同工位之间的移动,本实用新型在铁壳吸取压合装置内设计可上下移动的磁性吸取部和可上下移动的压合部,由此能够将吸取与压入两工位合并成一个动作完成铁壳的组装。此外,在磁性吸取部设置有用于隔空吸起铁壳的永磁铁,能够适应于不同异形结构铁壳的吸取操作;在压合部设置有用于采集压入过程压力值、位移行程的压力传感器和位移传感器,将压力传感器和位移传感器连接至监控仪器,从而能够方便可靠地进行压入过程监控。
14、二、本实用新型在压合部设置套设于导向轴上的直线轴承,在导向轴的底端连接第一安装板,将第一安装板插入连接有第二安装板,在第二安装板的底部连接压头。利用直线轴承沿导向轴向下移动至与第一安装板相抵触,进而推动第一安装板、第二安装板向下移动,使得压头向下运动完成压合操作,确保了压入动作的可靠性。
15、三、本实用新型在第一安装板的侧面设置快拆定位销,一方面能够对第二安装板进行定位安装,另一方面能够方便拆除第二安装板,实现压头的快速更换。
16、四,本实用新型将直线轴承设置在压力传感器的两侧,在压力传感器与第一安装板的顶部之间连接有弹簧,利用弹簧即可保护压力传感器、防止发生硬接触的过压力损伤,还可在直线轴承沿导向轴向上移动至与第一安装板脱离后,能够使第一安装板、第二安装板向上复位至初始位置,提升了压合部的工作可靠性。
17、五、本实用新型在压力传感器的底部设置限位块,当直线轴承沿导向轴向下移动时,能够防止下移行程超过弹簧行程,保证位置精度,进一步提升压合部的工作可靠性。
技术特征:
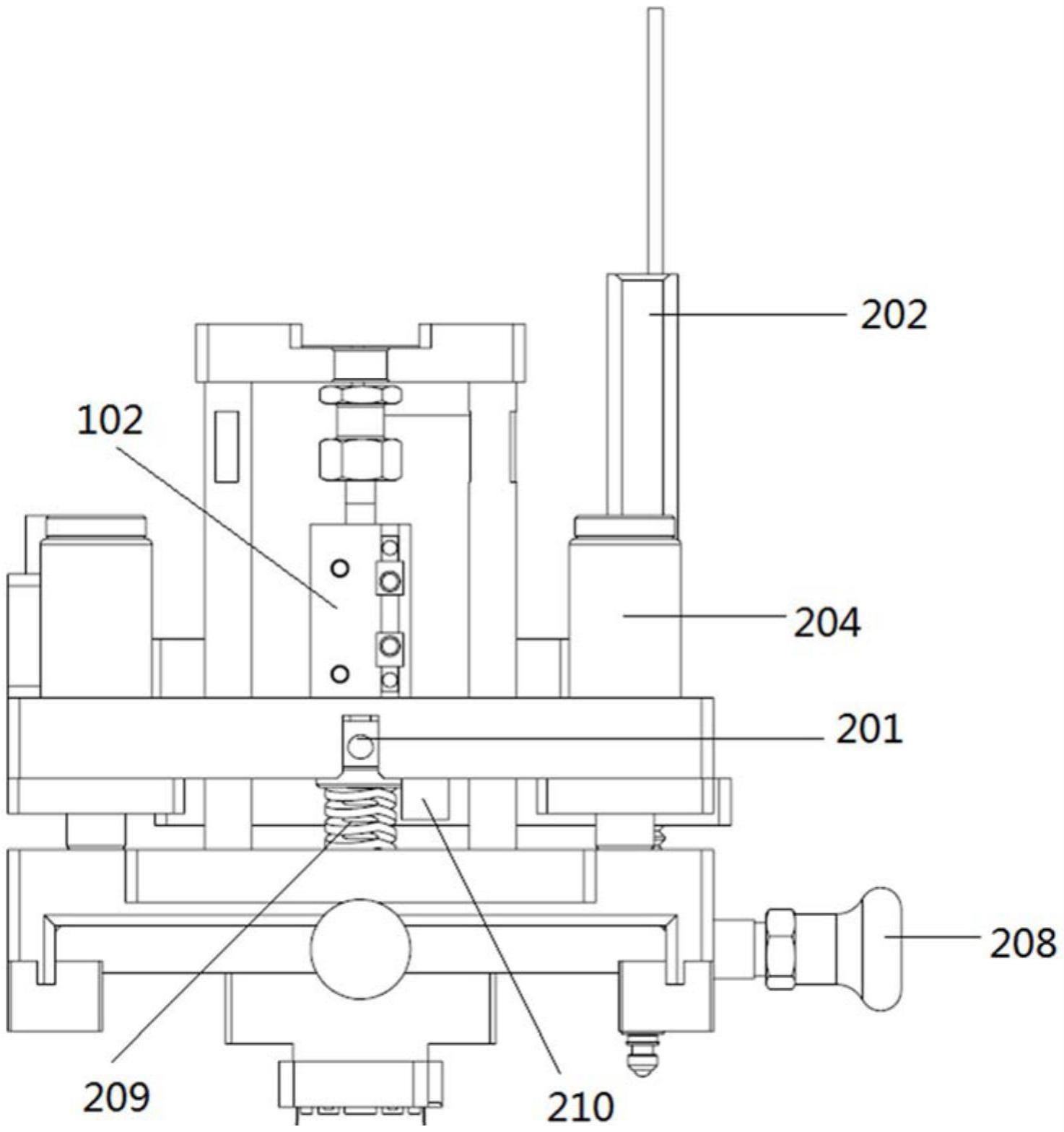
1.一种铁壳吸取压合装置,其特征在于,与自动化运动模组相连接,包括可上下移动的磁性吸取部和可上下移动的压合部,所述压合部设置有用于采集压入过程监测数据的压力传感器(201)和位移传感器(202),所述压力传感器(201)和位移传感器(202)连接至监控仪器,所述磁性吸取部设置有用于隔空吸起铁壳的永磁铁(101)。
2.根据权利要求1所述的一种铁壳吸取压合装置,其特征在于,所述永磁铁(101)连接有脱磁气缸(102)。
3.根据权利要求1所述的一种铁壳吸取压合装置,其特征在于,所述压合部包括套设于导向轴(203)上的直线轴承(204),所述导向轴(203)的底端连接有压头(205)。
4.根据权利要求3所述的一种铁壳吸取压合装置,其特征在于,所述导向轴(203)的底端连接有第一安装板(206),所述第一安装板(206)插入连接有第二安装板(207),所述第二安装板(207)的底部连接有压头(205)。
5.根据权利要求4所述的一种铁壳吸取压合装置,其特征在于,所述第一安装板(206)的顶部位于直线轴承(204)的下方,当直线轴承(204)向下移动时,能够与第一安装板(206)的顶部相抵触。
6.根据权利要求4所述的一种铁壳吸取压合装置,其特征在于,所述第一安装板(206)的侧面设置有快拆定位销(208)。
7.根据权利要求5所述的一种铁壳吸取压合装置,其特征在于,所述直线轴承(204)安装于压力传感器(201)的两侧,所述压力传感器(201)与第一安装板(206)的顶部之间连接有弹簧(209)。
8.根据权利要求7所述的一种铁壳吸取压合装置,其特征在于,所述压力传感器(201)的底部设置有用于限制直线轴向下移动距离的限位块(210)。
9.根据权利要求3所述的一种铁壳吸取压合装置,其特征在于,所述位移传感器(202)安装在直线轴承(204)的侧面。
10.根据权利要求1~9任一所述的一种铁壳吸取压合装置,其特征在于,所述自动化运动模组具体为机械手。
技术总结
本技术涉及一种铁壳吸取压合装置,与自动化运动模组相连接,包括可上下移动的磁性吸取部和可上下移动的压合部,其中,压合部设置有用于采集压入过程监测数据的压力传感器和位移传感器,压力传感器和位移传感器连接至监控仪器,磁性吸取部设置有用于隔空吸起铁壳的永磁铁。与现有技术相比,本技术将铁壳的吸取及压合两种功能合并设计,从而在自动组装过程中,一次性完成铁壳的吸取及装入;本技术设计一种磁性吸取方式,相比吸盘方式,磁性吸取方式能适应兼容多种异形结构铁壳的吸取;此外,本技术设置有位移传感器及压力传感器,能够方便地实现压入过程中位移及压力的监控。
技术研发人员:谷献磊
受保护的技术使用者:安波福中央电气(上海)有限公司
技术研发日:20230523
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!