电力工程用铜排加工成型装置的制作方法
本技术涉及铜排加工成型装置,具体涉及电力工程用铜排加工成型装置。
背景技术:
1、铜排是一种大电流导电产品,适用于高低压电器、开关触头、配电设备、母线槽等电器工程,也广泛用于金属冶炼、电化电镀、化工烧碱等超大电流电解冶炼工程。电工铜排具有电阻率低、可折弯度大等优点。现有的一种铜排连续挤压加工装置,挤压出的铜排会氧化,降低了产品的质量。2020年10月27日,国家专利局公布的一种连续挤压成型铜排加工装置(授权公告号:cn211757683u),在专利中提出通过设有的冷却箱,能够防止挤压出的铜排氧化,提高产品的质量;通过设有的激光发射器,能够实现铜排计米,整体具有结构简单,提高了产品生产的质量等优点,适合推广使用。
2、上述专利中的铜排加工成型装置,在对铜排进行加工过程中,不能连续的对铜排进行上料、剪切、冲孔、打磨和弯折,需要工作人员在一项工序结束后,将加工后的铜排移动至下一加工工序,影响成型装置对电力工程用铜排加工成型效率。且在加工成型过程中,未设置夹持机构,对铜排进行夹持,提高成型装置对铜排的加工效率和加工质量。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,期望提供电力工程用铜排加工成型装置,通过在成型装置上的剪切、冲孔和打磨器上设置夹持机构a和夹持机构b,使成型装置在对铜排进行连续加工过程中,对铜排进行水平方向和垂直方向的夹持,提高成型装置对电力工程用铜排的加工效率和加工质量。
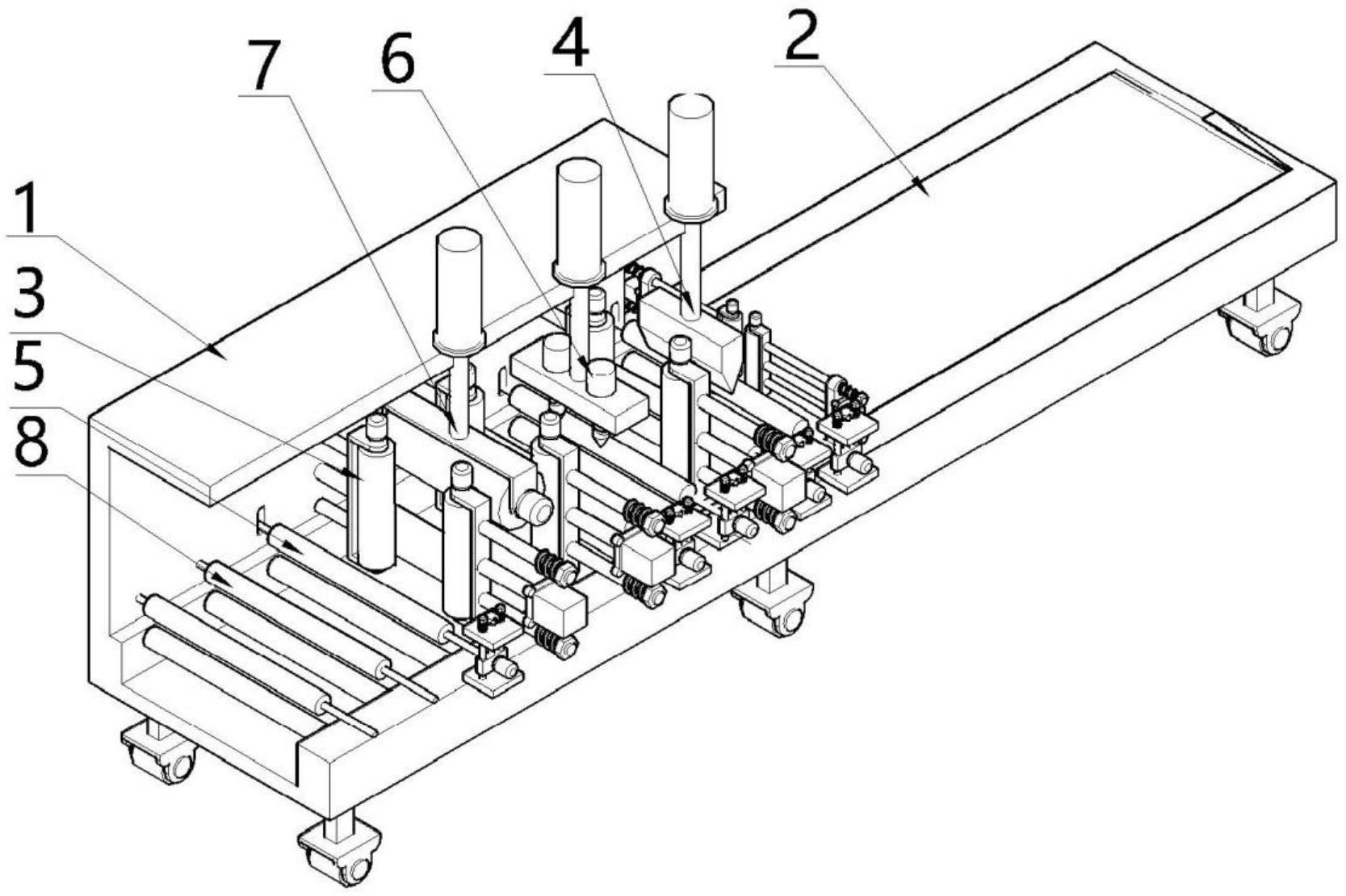
2、根据本申请实施例提供的技术方案,电力工程用铜排加工成型装置,包括成型机本体和上料传送带,所述成型机本体上的工作台进料端安装有所述上料传送带,且所述工作台上安装有机箱,所述机箱上安装有剪切器、冲孔器、打磨器和弯折器,且所述剪切器、所述冲孔器、所述打磨器和所述弯折器前后两端安装有夹持机构a和夹持机构b,且所述夹持机构b通过调节机构安装在所述机箱内。
3、本实用新型中,所述夹持机构a呈对称状安装在所述工作台左右两侧,所述夹持机构a包括伺服电机a、调节杆a、安装板、夹持辊a和夹持电机a,夹持电机通过连接轴与夹持辊a连接,且夹持辊安装在安装板上,安装板后端安装有调节杆a,调节杆a与伺服电机a连接。
4、本实用新型中,所述安装板上下两端还安装有限位杆a,限位杆a上安装有回复件a。
5、本实用新型中,所述夹持机构b包括所述调节机构、连接轴a、夹持辊b和夹持辊c,夹持辊b和夹持辊c安装在连接轴a上,连接轴a与伺服电机b连接,且伺服电机b安装在所述调节机构上。
6、本实用新型中,所述调节机构包括支撑板a、支撑板b、调节板、调节杆b,支撑板a和支撑板b安装在所述机箱侧面,支撑板a和支撑板b中间安装有调节板,调节板通过调节杆b安装在支撑板a上。
7、本实用新型中,所述调节板上还安装有导杆,导杆上安装有回复件b。
8、本实用新型中,所述回复件a和所述回复件b为金属材质弹簧。
9、本实用新型中,所述调节杆b上安装有调节手柄。
10、综上所述,本申请的有益效果:
11、一、夹持机构a、夹持机构b,通过在成型机本体上的工作台上安装呈水平对称状夹持机构a和呈垂直对称状安装的夹持机构b,使夹持机构a和夹持机构b对成型机本体上正在进行剪切、冲孔、打磨和弯折中的电力工程用铜排进行水平方向和垂直方向的夹持,防止铜排在剪切、冲孔、打磨和弯折过程中发生倾斜和滑动,影响铜排的加工成型效率,提高成型装置对电力工程用铜排的加工效率和加工质量;
12、二、调节机构,通过在夹持机构b上的连接轴a两侧设置调节机构,使调节机构上的调节板通过旋转调节手柄,带动调节手柄底端安装的螺杆调节杆b在支撑板a上移动,使调节板在导杆上移动,调节夹持辊b与夹持辊c的夹持厚度,使夹持机构b对不同厚度铜排进行水平方向夹持,提高成型装置对电力工程用铜排的加工效率和加工质量。
技术特征:
1.电力工程用铜排加工成型装置,包括成型机本体(1)和上料传送带(2),其特征是:所述成型机本体(1)上的工作台(101)进料端安装有所述上料传送带(2),且所述工作台(101)上安装有机箱(102),所述机箱(102)上安装有剪切器(4)、冲孔器(6)、打磨器(7)和弯折器(8),且所述剪切器(4)、所述冲孔器(6)、所述打磨器(7)和所述弯折器(8)前后两端安装有夹持机构a(3)和夹持机构b(5),且所述夹持机构b(5)通过调节机构(51)安装在所述机箱(102)内。
2.根据权利要求1所述的电力工程用铜排加工成型装置,其特征是:所述夹持机构a(3)呈对称状安装在所述工作台(101)左右两侧,所述夹持机构a(3)包括伺服电机a(301)、调节杆a(302)、安装板(303)、夹持辊a(306)和夹持电机a(307),夹持电机a(307)通过连接轴与夹持辊a(306)连接,且夹持辊a(306)安装在安装板(303)上,安装板(303)后端安装有调节杆a(302),调节杆a(302)与伺服电机a(301)连接。
3.根据权利要求2所述的电力工程用铜排加工成型装置,其特征是:所述安装板(303)上下两端还安装有限位杆a(304),限位杆a(304)上安装有回复件a(305)。
4.根据权利要求1所述的电力工程用铜排加工成型装置,其特征是:所述夹持机构b(5)包括所述调节机构(51)、连接轴a(52)、夹持辊b(53)和夹持辊c(54),夹持辊b(53)和夹持辊c(54)安装在连接轴a(52)上,连接轴a(52)与伺服电机b(518)连接,且伺服电机b(518)安装在所述调节机构(51)上。
5.根据权利要求4所述的电力工程用铜排加工成型装置,其特征是:所述调节机构(51)包括支撑板a(511)、支撑板b(512)、调节板(513)、调节杆b(514),支撑板a(511)和支撑板b(512)安装在所述机箱(102)侧面,支撑板a(511)和支撑板b(512)中间安装有调节板(513),调节板(513)通过调节杆b(514)安装在支撑板a(511)上。
6.根据权利要求5所述的电力工程用铜排加工成型装置,其特征是:所述调节板(513)上还安装有导杆(516),导杆(516)上安装有回复件b(517)。
技术总结
本技术公开了电力工程用铜排加工成型装置,所述成型机本体上的工作台进料端安装有所述上料传送带,且所述工作台上安装有机箱,所述机箱上安装有剪切器、冲孔器、打磨器和弯折器,且所述剪切器、所述冲孔器、所述打磨器和所述弯折器前后两端安装有夹持机构A和夹持机构B。通过在成型机本体上的工作台上安装呈水平对称状夹持机构A和呈垂直对称状安装的夹持机构B,使夹持机构A和夹持机构B对成型机本体上正在进行剪切、冲孔、打磨和弯折中的电力工程用铜排进行水平方向和垂直方向的夹持,防止铜排在剪切、冲孔、打磨和弯折过程中发生倾斜和滑动,影响铜排的加工成型效率,提高成型装置对电力工程用铜排的加工效率和加工质量。
技术研发人员:蔡旭,杨国君,运婷婷
受保护的技术使用者:天津恒安公共设施服务有限公司
技术研发日:20230524
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!