一种铝合金热挤压模具的制作方法
本技术涉及铝合金加工,特别涉及一种铝合金热挤压模具。
背景技术:
1、铝合金是一种轻金属材料,以铝为基添加一定量其他合金化元素的合金,随着铝合金型材的截面形状越来越复杂,对相应的热挤压模具的要求也越来越高。
2、公开号:cn207271830u公开了一种铝合金热挤压模具,其包括模套本体和挖模模体;所述模套本体上设置有与挖模模体对应可拆卸连接的模槽,挖模模体嵌套在模槽内;所述挖模模体上开设有工作带的带槽,且带槽内设置有用于热挤压的工作带;挖模模体嵌套安装在模槽内,再通过加热将挖模具体膨胀固定在模槽内。
3、目前,现有的热挤压模具在使用时存在以下缺点:缺少辅助散热机构,通常铝合金从热挤压模具内挤压成型后,需要从外部使用散热机构对模具进行辅助散热,时间较长、效果一般,而且铝合金温度较高,容易造成模具变形,长期使用易加快模具的使用寿命。为此,我们提出了一种铝合金热挤压模具。
技术实现思路
1、本实用新型的主要目的在于提供一种铝合金热挤压模具,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型采取的技术方案为:
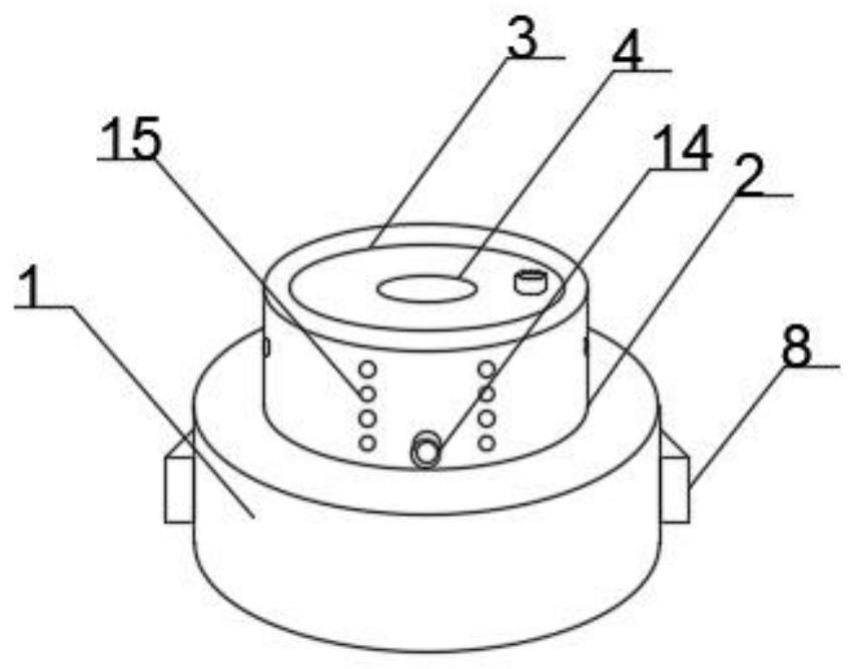
3、一种铝合金热挤压模具,包括模座、模套和模芯,所述模座的顶部通过焊接连接模套,所述模套内套接连接有模芯,所述模芯包括型腔,所述模芯内位于型腔的外围设置有冷却槽,所述冷却槽内通过卡槽连接有盘管,所述模座内开设有与冷却槽对应的环形风道。
4、进一步地,所述模芯内的两侧均开设有滑动槽,所述滑动槽内滑动连接有定位杆,所述滑动槽内位于定位杆的一侧设置有弹簧,滑动槽通过卡槽连接弹簧。
5、进一步地,所述模座的一侧设置有微型风扇,且微型风扇的出风端位于环形风道内,所述模座的顶部开设有与冷却槽连通的通风孔,且通风孔与环形风道连通,模座通过螺丝连接微型风扇。
6、进一步地,所述模芯的顶部设置有出水口,所述模套的一侧设置有进水口,且出水口和进水口均与盘管连通。
7、进一步地,所述模套的表面开设有出风孔,且出风孔与冷却槽连通。
8、与现有技术相比,本实用新型具有如下有益效果:
9、1.通过设置的散热槽、盘管和环形风道,能够在对铝合金进行热挤压成型加工处理时,增加双重辅助散热机构,将模具内的热量带出,结构简单紧凑,成本低廉易操作,使用更加合理可靠,还有利于延长模具的使用寿命。
10、2.通过设置的模芯、滑动槽、定位杆和弹簧,能够利用弹力推动快速完成锁止固定动作,进而方便操作人员更换对应的模芯进行使用,代替了传统的固定方式,使用更加便捷方便。
技术特征:
1.一种铝合金热挤压模具,包括模座(1)、模套(2)和模芯(3),其特征在于:所述模座(1)的顶部通过焊接连接模套(2),所述模套(2)内套接连接有模芯(3),所述模芯(3)包括型腔(4),所述模芯(3)内位于型腔(4)的外围设置有冷却槽(5),所述冷却槽(5)内通过卡槽连接有盘管(6),所述模座(1)内开设有与冷却槽(5)对应的环形风道(7)。
2.根据权利要求1所述的一种铝合金热挤压模具,其特征在于:所述模芯(3)内的两侧均开设有滑动槽(10),所述滑动槽(10)内滑动连接有定位杆(11),所述滑动槽(10)内位于定位杆(11)的一侧设置有弹簧(12)。
3.根据权利要求1所述的一种铝合金热挤压模具,其特征在于:所述模座(1)的一侧设置有微型风扇(8),且微型风扇(8)的出风端位于环形风道(7)内,所述模座(1)的顶部开设有与冷却槽(5)连通的通风孔(9),且通风孔(9)与环形风道(7)连通。
4.根据权利要求1所述的一种铝合金热挤压模具,其特征在于:所述模芯(3)的顶部设置有出水口(13),所述模套(2)的一侧设置有进水口(14),且出水口(13)和进水口(14)均与盘管(6)连通。
5.根据权利要求1所述的一种铝合金热挤压模具,其特征在于:所述模套(2)的表面开设有出风孔(15),且出风孔(15)与冷却槽(5)连通。
技术总结
本技术公开了一种铝合金热挤压模具,包括模座、模套和模芯,所述模座的顶部通过焊接连接模套,所述模套内套接连接有模芯,所述模芯包括型腔,所述模芯内位于型腔的外围设置有冷却槽,所述冷却槽内通过卡槽连接有盘管,所述模座内开设有与冷却槽对应的环形风道。本技术一种铝合金热挤压模具,结构简单紧凑,成本低廉易操作,使用更加合理可靠,适合被广泛推广和使用。
技术研发人员:林小青,郭亮,陈亚辽
受保护的技术使用者:东莞汇鸿鑫精密机械有限公司
技术研发日:20230525
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!