一种上料防错检测机构的制作方法
本技术涉及钣金件加工,具体涉及一种上料防错检测机构。
背景技术:
1、目前长段式的金属板原材料在冲压加工中,由于工件材料表面涂油后,再经由送料机滚轮时,会由于摩擦力不足,造成偶发性打滑现象,从而造成工件材料送料不足,导致产品出现缺料现象,影响产品的品质,同时产品的缺料也易造成模具的损伤。
技术实现思路
1、本实用新型提供一种上料防错检测机构,以解决上述背景技术中提出的问题。
2、为解决上述技术问题,本实用新型所采用的技术方案是:
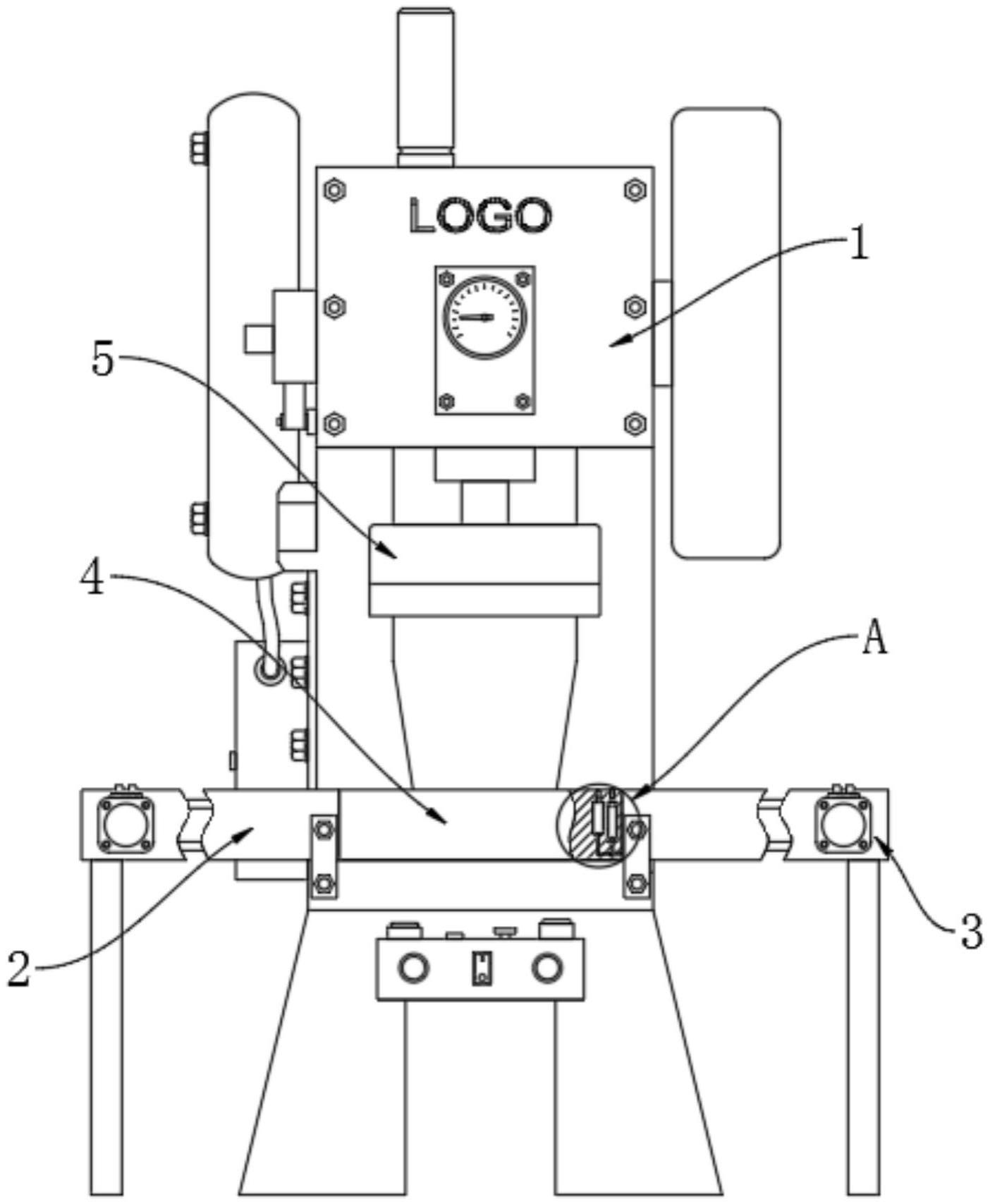
3、一种上料防错检测机构,包括冲压机本体及安装于冲压机本体两侧的上料输送装置和下料输送装置,所述冲压机本体上设置有下模具,所述下模具的上方设置有上模具,且所述下模具靠近于下料输送装置的顶部开设有检测槽和防错槽,所述检测槽的内部设置有光纤传感器,所述防错槽的内部设置有微型气缸,所述微型气缸的输出端固定连接有阻挡件。
4、优选的,所述检测槽的内顶侧设置有封堵板,所述封堵板为透明板。
5、优选的,所述阻挡件包括连接于微型气缸的横向端以及连接于横向端两侧的竖向端。
6、优选的,所述光纤传感器电性连接于微型气缸和冲压机本体。
7、通过采用上述技术方案,本实用新型所取得的有益效果为:
8、本实用新型中,通过上料输送装置上的工件材料被间隔性的向前输送时,使得输送的工件前端经过检测槽时,光纤传感器能够被逐渐遮挡,从而光纤传感器将数据传输至控制器后,可促使微型气缸推动阻挡件进行上升,利于对金属板前端进行阻挡,以此阻挡件阻挡工件后,控制器可控制微型气缸收缩的同时冲压机本体带动上模具进行冲压,从而完成对金属板的冲压,保证金属板进行冲压后的精准度,避免多个金属板冲压后其精度不一致,影响正常使用的问题;基于此,上料输送装置上的伺服电机工作进行输送材料其前端无遮挡光纤传感器时,控制器会检测送料异常,进而给冲压机本体进行信号传输,促使冲压机本体立即停止并报警,避免了工件材料冲压源头出现缺料产品,造成后期需要花费大量工时选别缺料产品的问题。
技术特征:
1.一种上料防错检测机构,包括冲压机本体(1)及安装于冲压机本体(1)两侧的上料输送装置(2)和下料输送装置(3),其特征在于:所述冲压机本体(1)上设置有下模具(4),所述下模具(4)的上方设置有上模具(5),且所述下模具(4)靠近于下料输送装置(3)的顶部开设有检测槽(6)和防错槽(7),所述检测槽(6)的内部设置有光纤传感器(8),所述防错槽(7)的内部设置有微型气缸(9),所述微型气缸(9)的输出端固定连接有阻挡件(10)。
2.根据权利要求1所述的一种上料防错检测机构,其特征在于,所述检测槽(6)的内顶侧设置有封堵板(11),所述封堵板(11)为透明板。
3.根据权利要求1所述的一种上料防错检测机构,其特征在于,所述阻挡件(10)包括连接于微型气缸(9)的横向端以及连接于横向端两侧的竖向端。
4.根据权利要求1所述的一种上料防错检测机构,其特征在于,所述光纤传感器(8)电性连接于微型气缸(9)和冲压机本体(1)。
技术总结
本技术涉及钣金件加工技术领域,具体为一种上料防错检测机构,包括冲压机本体及安装于冲压机本体两侧的上料输送装置和下料输送装置,所述冲压机本体上设置有下模具,所述下模具的上方设置有上模具,且所述下模具靠近于下料输送装置的顶部开设有检测槽和防错槽。本技术通过被输送的工件材料是否遮挡光纤传感器来判断有无送料不足,从而送料遮挡时工件可抵触在阻挡件上,保证多个金属板冲压后其精度一致,提高加工品质;而送料无遮挡光纤传感器时,控制器会检测送料异常,进而给冲压机本体进行信号传输,促使冲压机本体立即停止并报警,避免了工件材料冲压源头出现缺料产品,造成后期需要花费大量工时选别缺料产品的问题。
技术研发人员:万志强,王杨
受保护的技术使用者:苏州泰航精密冲压有限公司
技术研发日:20230525
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!