一种横梁加强片焊接定位结构的制作方法
本技术属于焊接夹具,具体涉及一种可通过焊接加强片来提升横梁的整体结构强度,便于焊接工件的定位,能够对原料的缺陷进行识别,装配效率高,实用性强的横梁加强片焊接定位结构。
背景技术:
1、汽车座椅横梁是后排座椅头枕的基础支撑部件,主要用于承载头枕受力。然而,在进行汽车座椅头枕碰撞试验的过程中,经常会出现横梁局部变形过大的现象,这种变形量对于后排乘客来说是存在一定安全隐患的;因此,需要增加横梁的局部强度,来避免横梁发生较大的变形。现有的技术大多是通过加大横梁的厚度来实现横梁整体强度的提升,但这种方式会造成后排座椅的整体重量增加,不利于汽车的轻量化,且浪费材料。另外,现在也缺少可在汽车座椅横梁上实施局部加强焊接的相关焊接夹具。故有必要对现有技术的横梁加强焊接装置予以改进。
技术实现思路
1、本实用新型就是针对上述问题,提供一种可通过焊接加强片来提升横梁的整体结构强度,便于焊接工件的定位,能够对原料的缺陷进行识别,装配效率高,实用性强的横梁加强片焊接定位结构。
2、本实用新型所采用的技术方案是:该横梁加强片焊接定位结构包括基板,其特征在于:所述基板上设置有两组用于支撑焊接横梁两端部的横梁支撑座,所述两组横梁支撑座的侧部还分别设置有下侧压紧机构,所述两组下侧压紧机构之间则设置有两组对称布置的仿形压紧机构;并且,所述仿形压紧机构之间、焊接横梁的中部,设置有用于将焊接加强片定位压合在焊接横梁上的加强片定位压紧机构,所述焊接横梁的两端部、横梁支撑座的外侧,还分别设置有穿销定位机构。
3、所述下侧压紧机构包括与基板相连的下侧支撑底座,下侧支撑底座上设置有下侧转接座,下侧转接座的上部设置有下侧支撑块,下侧转接座的下部则设置有气缸连接支座;所述气缸连接支座上固定设置有下侧压紧气缸,下侧压紧气缸的伸缩端设置有竖向布置的下侧压紧转臂,所述下侧压紧转臂的下端与下侧压紧气缸的伸缩端相铰接,下侧压紧转臂的中部通过转臂铰接耳板与下侧转接座相铰接,并且,所述下侧压紧转臂的上端设置有用于与下侧支撑块相配合的下侧压紧块;所述下侧支撑块的侧部还设置有横梁下侧初定位杆。以利用横梁下侧初定位杆对焊接横梁的下侧进行初步定位,方便工人装件,提高装配效率;并且,通过下侧压紧气缸的伸缩,来驱动下侧压紧转臂转动,进而利用下侧压紧转臂上端的下侧压紧块与下侧转接座上的下侧支撑块的配合,对焊接横梁左右两端部的下侧进行压紧。
4、所述仿形压紧机构包括与基板相连的仿形支撑底座,仿形支撑底座的上部设置有仿形支撑块,仿形支撑底座的侧部设置有气缸连接支座,气缸连接支座上设置有竖向布置的仿形压紧气缸,仿形压紧气缸上部的伸缩端设置有仿形压紧转臂;所述仿形压紧转臂的后端与仿形压紧气缸的伸缩端相铰接,仿形压紧转臂的中部通过转臂铰接耳板与仿形支撑底座相铰接,且所述仿形压紧转臂的前端设置有用于与仿形支撑块相配合的仿形压紧块。以通过仿形压紧气缸的伸缩来带动仿形压紧转臂转动,从而利用仿形压紧转臂前端的仿形压紧块与仿形支撑块的配合,来压紧焊接横梁的中部。
5、所述穿销定位机构包括与基板相连的定位支撑底座,定位支撑底座上设置有穿销定位气缸,穿销定位气缸伸缩端的气缸伸缩轴插接设置在伸缩轴衬套内,并且,所述气缸伸缩轴的上端部设置有定位穿销,定位穿销位于伸缩轴衬套的上端外部;所述定位支撑底座上端的侧部还设置有横梁端面初定位块。以利用横梁端面初定位块对焊接横梁的两端面进行初步定位,进而方便工人装件,提升装配效率;同时,通过穿销定位气缸的伸缩,来驱使气缸伸缩轴在伸缩轴衬套内实现精准滑动,从而,利用气缸伸缩轴端部的定位穿销与横梁上的定位销孔的配合插接,来对焊接横梁进行定位。
6、所述定位支撑底座的底部设置有底座调节固定块,底座调节固定块通过调节螺栓与定位支撑底座的底部相连;并且,所述底座调节固定块与定位支撑底座底部之间,还设置有若干组调节垫片。以通过设置在底座调节固定块与定位支撑底座之间的调节垫片以及调节螺栓,来实现整个穿销定位机构位置的可靠调节。
7、所述加强片定位压紧机构包括与基板相连的加强片气缸支座,加强片气缸支座上设置有竖向布置的加强片压紧气缸,加强片压紧气缸的驱动端转动设置有压合摆臂,压合摆臂的前端设置有加强片压紧块;所述加强片压紧块的下方还设置有斜向布置的横梁支撑气缸,横梁支撑气缸通过支撑缸支座与基板相连,所述横梁支撑气缸上部的伸缩端则设置有横梁支撑块,横梁支撑气缸的下部设置有用于固定住气缸升降位置的下支撑限位顶块。以利用横梁支撑气缸的伸缩来带动横梁支撑块升降,进而对焊接横梁的中部位置进行稳固托举;之后,再通过加强片压紧气缸来驱动压合摆臂上下摆动,从而利用加强片压紧块将两个待焊接的焊接加强片定位压合在焊接横梁上,便于后序的加强焊接。
8、所述加强片压紧块的左右两端分别设置有对称布置的v型压紧块,所述v型压紧块的两侧,还分别设置有用于限制焊接加强片放置位置的外端面限位挡块和内端面限位挡块,所述v型压紧块的侧部还设置有防缺陷销钉;相应地,所述横梁支撑块的两端、与两个v型压紧块相对应的位置,分别设置有支撑凸块。以通过外端面限位挡块和内端面限位挡块来对焊接加强片的放置位置进行限制,并利用加强片压紧块上的v型压紧块和横梁支撑块上的支撑凸块,来对上侧的焊接加强片以及焊接横梁中部焊接位置的下侧进行压合和支撑,利于焊接加强片的定位焊接;同时,利用防缺陷销钉来有效防止焊接加强片上缺少冲压孔的不良品情况,确保产成品的质量。
9、所述加强片压紧块上设置有操作手柄,所述压合摆臂前端的下侧设置有限位导向块;所述加强片压紧块上还设置有两组加强片检测传感器。以利用操作手柄来方便对加强片压紧块的操作,且通过限位导向块限制压合摆臂的下压位置;并利用加强片检测传感器来确认各组焊接加强片是否安放到位。进而提升装置的使用可靠性。
10、本实用新型的有益效果:由于本实用新型采用基板,基板上设置有两组用于支撑焊接横梁两端部的横梁支撑座,两组横梁支撑座的侧部还分别设置有下侧压紧机构,两组下侧压紧机构之间设置有两组对称布置的仿形压紧机构;仿形压紧机构之间、焊接横梁的中部,设置有用于将焊接加强片定位压合在焊接横梁上的加强片定位压紧机构,焊接横梁两端部还分别设置有穿销定位机构的结构形式,所以其设计合理,结构紧凑,能够通过焊接加强片来提升焊接横梁的整体结构强度,且装置上还设置有带斜坡的初定位块,从而使工件沿着初定位块的斜坡、与定位销相定位连接,便于焊接工件的定位,并能够对原料的缺陷进行识别,装配效率高,实用性强。
技术特征:
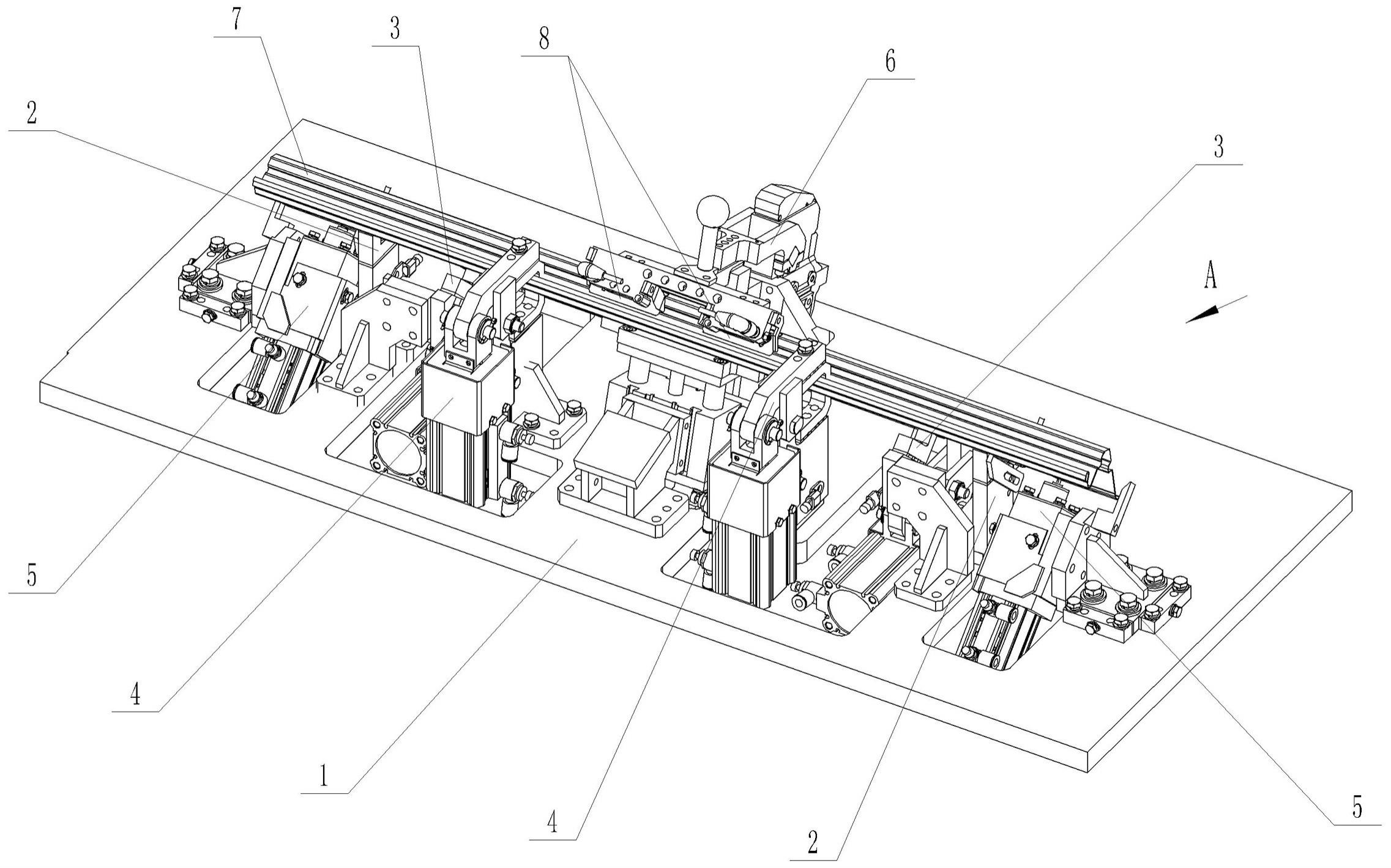
1.一种横梁加强片焊接定位结构,包括基板(1),其特征在于:所述基板(1)上设置有两组用于支撑焊接横梁(7)两端部的横梁支撑座(2),所述两组横梁支撑座(2)的侧部还分别设置有下侧压紧机构(3),所述两组下侧压紧机构(3)之间则设置有两组对称布置的仿形压紧机构(4);并且,所述仿形压紧机构(4)之间、焊接横梁(7)的中部,设置有用于将焊接加强片(8)定位压合在焊接横梁(7)上的加强片定位压紧机构(6),所述焊接横梁(7)的两端部、横梁支撑座(2)的外侧,还分别设置有穿销定位机构(5)。
2.根据权利要求1所述的横梁加强片焊接定位结构,其特征在于:所述下侧压紧机构(3)包括与基板(1)相连的下侧支撑底座(9),下侧支撑底座(9)上设置有下侧转接座(10),下侧转接座(10)的上部设置有下侧支撑块(11),下侧转接座(10)的下部则设置有气缸连接支座(12);所述气缸连接支座(12)上固定设置有下侧压紧气缸(13),下侧压紧气缸(13)的伸缩端设置有竖向布置的下侧压紧转臂(14),所述下侧压紧转臂(14)的下端与下侧压紧气缸(13)的伸缩端相铰接,下侧压紧转臂(14)的中部通过转臂铰接耳板(15)与下侧转接座(10)相铰接,并且,所述下侧压紧转臂(14)的上端设置有用于与下侧支撑块(11)相配合的下侧压紧块(16);所述下侧支撑块(11)的侧部还设置有横梁下侧初定位杆(17)。
3.根据权利要求1所述的横梁加强片焊接定位结构,其特征在于:所述仿形压紧机构(4)包括与基板(1)相连的仿形支撑底座(18),仿形支撑底座(18)的上部设置有仿形支撑块(19),仿形支撑底座(18)的侧部设置有气缸连接支座(12),气缸连接支座(12)上设置有竖向布置的仿形压紧气缸(20),仿形压紧气缸(20)上部的伸缩端设置有仿形压紧转臂(21);所述仿形压紧转臂(21)的后端与仿形压紧气缸(20)的伸缩端相铰接,仿形压紧转臂(21)的中部通过转臂铰接耳板(15)与仿形支撑底座(18)相铰接,且所述仿形压紧转臂(21)的前端设置有用于与仿形支撑块(19)相配合的仿形压紧块(22)。
4.根据权利要求1所述的横梁加强片焊接定位结构,其特征在于:所述穿销定位机构(5)包括与基板(1)相连的定位支撑底座(23),定位支撑底座(23)上设置有穿销定位气缸(24),穿销定位气缸(24)伸缩端的气缸伸缩轴(26)插接设置在伸缩轴衬套(25)内,并且,所述气缸伸缩轴(26)的上端部设置有定位穿销(27),定位穿销(27)位于伸缩轴衬套(25)的上端外部;所述定位支撑底座(23)上端的侧部还设置有横梁端面初定位块(28)。
5.根据权利要求4所述的横梁加强片焊接定位结构,其特征在于:所述定位支撑底座(23)的底部设置有底座调节固定块(29),底座调节固定块(29)通过调节螺栓与定位支撑底座(23)的底部相连;并且,所述底座调节固定块(29)与定位支撑底座(23)底部之间,还设置有若干组调节垫片(30)。
6.根据权利要求1所述的横梁加强片焊接定位结构,其特征在于:所述加强片定位压紧机构(6)包括与基板(1)相连的加强片气缸支座(31),加强片气缸支座(31)上设置有竖向布置的加强片压紧气缸(32),加强片压紧气缸(32)的驱动端转动设置有压合摆臂(33),压合摆臂(33)的前端设置有加强片压紧块(35);所述加强片压紧块(35)的下方还设置有斜向布置的横梁支撑气缸(38),横梁支撑气缸(38)通过支撑缸支座(37)与基板(1)相连,所述横梁支撑气缸(38)上部的伸缩端则设置有横梁支撑块(39),横梁支撑气缸(38)的下部设置有用于固定住气缸升降位置的下支撑限位顶块(40)。
7.根据权利要求6所述的横梁加强片焊接定位结构,其特征在于:所述加强片压紧块(35)的左右两端分别设置有对称布置的v型压紧块(41),所述v型压紧块(41)的两侧,还分别设置有用于限制焊接加强片(8)放置位置的外端面限位挡块(42)和内端面限位挡块(43),所述v型压紧块(41)的侧部还设置有防缺陷销钉(44);相应地,所述横梁支撑块(39)的两端、与两个v型压紧块(41)相对应的位置,分别设置有支撑凸块(45)。
8.根据权利要求6所述的横梁加强片焊接定位结构,其特征在于:所述加强片压紧块(35)上设置有操作手柄(36),所述压合摆臂(33)前端的下侧设置有限位导向块(34);所述加强片压紧块(35)上还设置有两组加强片检测传感器(46)。
技术总结
一种横梁加强片焊接定位结构,解决现有技术存在的通过加大横梁厚度提升横梁整体强度不利于车体轻量化,浪费材料,缺少能够实施局部加强焊接的相关焊接夹具的问题。包括基板,基板上设置有两组用于支撑焊接横梁的横梁支撑座,两组横梁支撑座的侧部还分别设置有下侧压紧机构,两组下侧压紧机构之间设置有两组对称布置的仿形压紧机构;仿形压紧机构之间、焊接横梁的中部,设置有用于将焊接加强片定位压合在焊接横梁上的加强片定位压紧机构,焊接横梁的两端部还分别设置有穿销定位机构。其设计合理,结构紧凑,可通过焊接加强片来提升横梁的整体结构强度,便于焊接工件的定位,能够对原料的缺陷进行识别,装配效率高,实用性强。
技术研发人员:赵一玲,尹鹏飞,张旭,卢铁峰,朱诚,陈喜铎,夏学鹏
受保护的技术使用者:科奇(沈阳)汽车座椅系统有限公司
技术研发日:20230525
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!