一种眼镜盒自动冲孔装置的制作方法
本技术涉及眼镜盒自动生产线领域,特别涉及一种眼镜盒自动冲孔装置。
背景技术:
1、眼镜盒可由多种材料制造,铁质包皮眼镜盒就是其中的一种。铁质眼镜盒的铁壳已实现自动化生产,铁皮卷首先由自动冲床冲压成壳型,再由自动冲孔装置侧面冲孔,冲压成型的铁壳经由pvc输送带传送至冲孔工位,自动冲孔装置的推料机构将铁壳自输送带推进冲孔定位腔内。冲压成型的壳体一般是呈分散状落在pvc输送带上,相邻的铁壳之间均保持着一定的距离,铁壳没有被集中,推料机构不能实现连续上料,导致冲孔工序生产效率不高,而且直接从pvc输送带推料,对pvc输送带磨损较大。另外,现有的自动冲孔装置还存在定位装置不易调试的问题。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种眼镜盒自动冲孔装置,在原有pvc输送带的尾端设置耐磨性高的第二输送带,并在第二输送带上设置集料装置,将散落于第一输送带的铁壳集中对齐后,通过推料装置连续推送进自动冲孔装置,并在上料的同时完成卸料,从而提高生产效率。
2、另外,采用可调弹簧压杆及双头反向螺纹杆解决定位装置不易调试的问题。
3、为达到上述目的,本实用新型的技术方案是这样实现的:
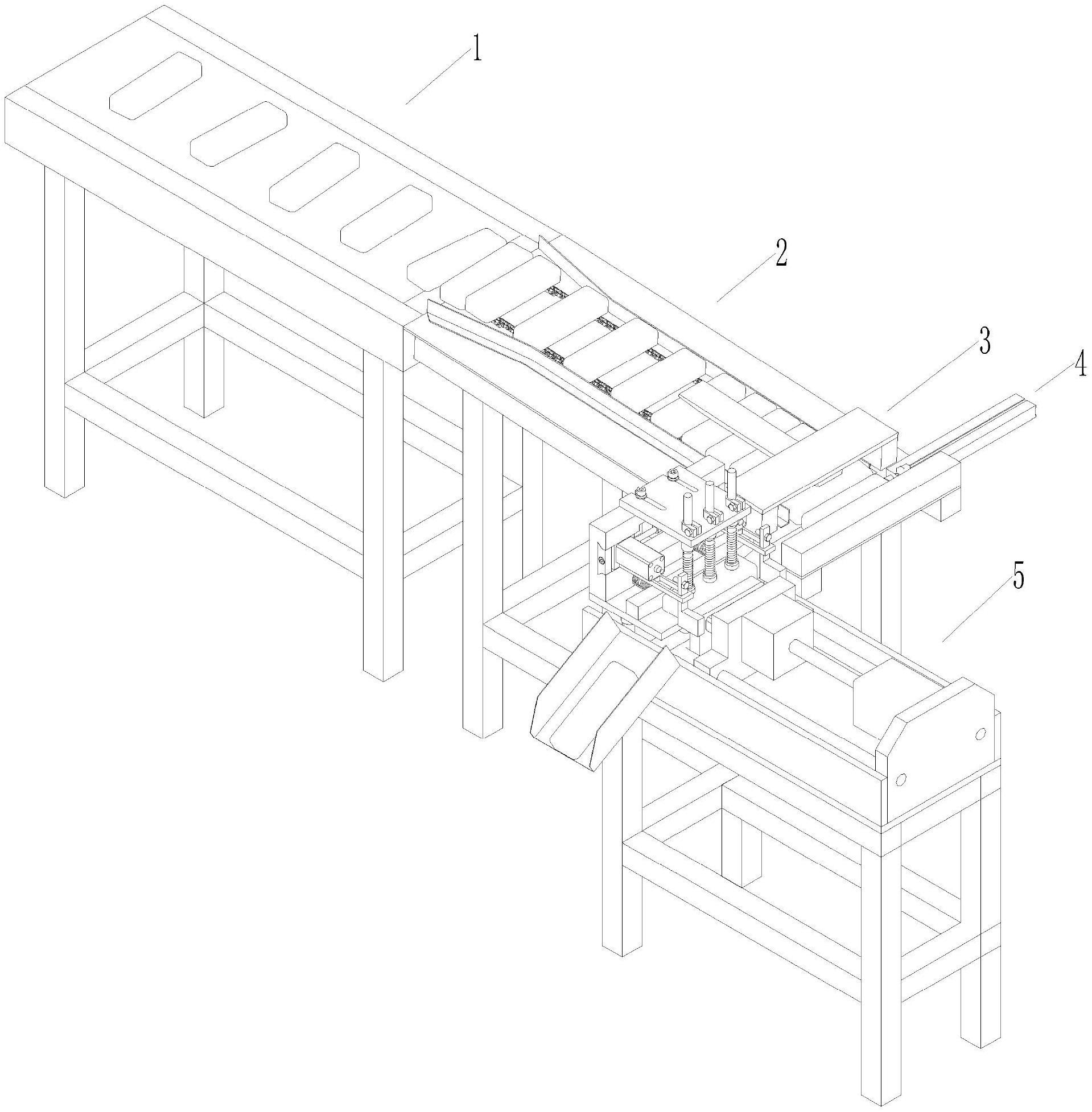
4、一种眼镜盒自动冲孔装置,包括,第一输送带、第二输送带、集料组件、推料组件和冲孔组件;
5、所述第二输送带包括机架,所述机架顶面铺设有金属台板,所述金属台板一端高一端低,其高端与所述第一输送带搭接,所述金属台板上表面平行设置有两条链条,所述链条从所述金属台板两端开设的矩形孔穿下与设置于所述矩形孔下方的链轮啮合;
6、所述集料组件,包括导向板,拦料块和防堆板,所述导向板对称设于所述第二输送带两侧,用于对第一输送带上的铁壳收拢并齐,所述拦料块设于所述导向板右端,用于拦停铁壳,所述拦料块和所述导向板之间留有推料口,所述防堆板架设于所述导向板上方,用于防止铁壳堆叠;
7、所述推料组件固定于所述第二输送带一侧,包括双杆气缸和推料块,所述推料块固定于所述双杆气缸的活塞杆端部,并与所述推料口对齐;
8、所述冲孔组件固定于所述第二输送带另一侧,其包括底座、定位部和冲孔部,所述底座右侧垂直设置有第一滑轨,左侧水平设置有第二滑轨;所述定位部沿所述第一滑轨上下移动,其内设有一冲孔工位,所述定位部上移时与所述金属台板低端平齐,所述冲孔工位与所述推料口相通,所述定位部下移时,其内的所述冲孔工位与所述冲孔部的冲头对齐,所述冲头可沿所述第二滑轨左右滑移。
9、进一步的技术方案在于:所述链轮有四个,两两同轴设置于所述金属台板下表面的两端,每一所述链条分别与位于所述金属台板一侧的两个所述链轮啮合。
10、进一步的技术方案在于:所述防堆板与所述金属台板平行,所述防堆板与所述金属台板相对的面靠近所述第一输送带端设置有斜面。
11、进一步的技术方案在于:所述底座远离所述第二输送带一侧设置有落料导槽,所述落料导槽与所述冲孔工位相通。
12、进一步的技术方案在于:所述冲孔部沿所述第二滑轨自左而右设置有冲压凹模、导向模、冲头及液压缸,所述冲压凹模、所述导向模、及所述液压缸均与所述底座固定连接,所述冲压凹模位于所述冲孔工位下方,所述导向模左端面与所述拦料块左端面平齐。
13、进一步的技术方案在于:所述定位部包括定位平台、支架、垂直压杆、水平压杆和侧向限位,所述定位平台右端贴近所述导向模左端面,所述冲孔工位位于所述定位平台上表面,在所述定位平台的所述冲孔工位处开设有一通孔,当所述定位部沿所述第一滑轨下移时,所述冲压凹模可沿所述通孔,伸至铁壳内腔;
14、所述支架包括竖板和顶板,所述竖板垂直固定于所述定位平台上平面的左侧,所述顶板螺栓固定于所述竖板的顶面,与所述定位平台平行;所述竖板底部活动插接有水平压杆,所述顶板活动插接有垂直压杆,所述侧向限位有两件,分别位于所述冲孔工位两侧。
15、进一步的技术方案在于:所述垂直压杆和所述水平压杆朝向冲孔工位一侧均轴向套设有压缩弹簧,远离冲孔工位的另一侧均夹持有u型锁紧块。
16、进一步的技术方案在于:所述侧向限位包括侧向限位气缸、限位板和限位槽,所述侧向限位气缸驱动所述限位板在所述限位槽内左右滑移,所述限位板滑移方向同所述冲头,所述限位板固定于所述侧向限位气缸活塞杆端部,所述限位槽固定于所述侧向限位气缸下方。
17、进一步的技术方案在于:所述竖板右侧面开设有燕尾槽,所述燕尾槽与所述定位平台平行,其内设置有两块活动燕尾块,所述活动燕尾块的左端面安装有所述侧向限位气缸,所述两块活动燕尾块之间螺纹连接有调整螺杆,所述调整螺杆两端的螺纹方向相反,所述燕尾槽两端口部设置有两块固定燕尾块,所述固定燕尾块沿燕尾槽方向旋合有定位螺钉,所述燕尾槽底部垂直两所述活动燕尾块旋合有两个压紧螺钉,用于压紧所述活动燕尾块。
18、相对于现有技术,本实用新型具有以下优势:
19、本实用新型所述的一种眼镜盒自动冲孔装置,在原有第一输送带尾端同向设置具有金属台板的第二输送带,通过金属台板的输送链条和集料装置对第一输送带上散落的铁壳进行集中对齐后再按节拍进行推送上料,并使推料口、冲孔工位及卸料通道直线相通,在推料气缸上料的同时完成卸料,从而提高生产效率。
20、另外,采用简易的弹簧压杆实现水平方向和垂直方向的定位调整,采用双头反向螺纹杆实现侧向定位调整,解决定位装置不易调试的问题。
技术特征:
1.一种眼镜盒自动冲孔装置,其特征在于:包括,第一输送带(1)、第二输送带(2)、集料组件(3)、推料组件(4)和冲孔组件(5);
2.根据权利要求1所述的一种眼镜盒自动冲孔装置,其特征在于:所述链轮(24)有四个,两两同轴设置于所述金属台板(22)下表面的两端,每一所述链条(23)分别与位于所述金属台板(22)一侧的两个所述链轮(24)啮合。
3.根据权利要求1所述的一种眼镜盒自动冲孔装置,其特征在于:所述防堆板(33)与所述金属台板(22)平行,所述防堆板(33)与所述金属台板(22)相对的面靠近所述第一输送带(1)端设置有斜面(331)。
4.根据权利要求1所述的一种眼镜盒自动冲孔装置,其特征在于:所述底座(51)远离所述第二输送带(2)一侧设置有落料导槽(54),所述落料导槽(54)与所述冲孔工位(521)相通。
5.根据权利要求1所述的一种眼镜盒自动冲孔装置,其特征在于:所述冲孔部(53)沿所述第二滑轨(512)自左而右设置有冲压凹模(531)、导向模(532)、冲头(533)及液压缸(534),所述冲压凹模(531)、所述导向模(532)、及所述液压缸(534)均与所述底座(51)固定连接,所述冲压凹模(531)位于所述冲孔工位(521)下方,所述导向模(532)左端面与所述拦料块(32)左端面平齐。
6.根据权利要求5所述的一种眼镜盒自动冲孔装置,其特征在于:所述定位部(52)包括定位平台(522)、支架(523)、垂直压杆(524)、水平压杆(525)和侧向限位(526),所述定位平台(522)右端贴近所述导向模(532)左端面,所述冲孔工位(521)位于所述定位平台(522)上表面,在所述定位平台(522)的所述冲孔工位(521)处开设有一通孔(5221),当所述定位部(52)沿所述第一滑轨(511)下移时,所述冲压凹模(531)可沿所述通孔(5221),伸至铁壳内腔;
7.根据权利要求6所述的一种眼镜盒自动冲孔装置,其特征在于:所述垂直压杆(524)和所述水平压杆(525)朝向冲孔工位(521)一侧均轴向套设有压缩弹簧(527),远离冲孔工位(521)的另一侧均夹持有u型锁紧块(528)。
8.根据权利要求6所述的一种眼镜盒自动冲孔装置,其特征在于:所述侧向限位(526)包括侧向限位气缸(5261)、限位板(5262)和限位槽(5263),所述侧向限位气缸(5261)驱动所述限位板(5262)在所述限位槽(5263)内左右滑移,所述限位板(5262)滑移方向同所述冲头(533),所述限位板(5262)固定于所述侧向限位气缸(5261)活塞杆端部,所述限位槽(5263)固定于所述侧向限位气缸(5261)下方。
9.根据权利要求8所述的一种眼镜盒自动冲孔装置,其特征在于:所述竖板(5231)右侧面开设有燕尾槽(52311),所述燕尾槽(52311)与所述定位平台(522)平行,其内设置有两块活动燕尾块(52312),所述活动燕尾块(52312)的左端面安装有所述侧向限位气缸(5261),所述两块活动燕尾块(52312)之间螺纹连接有调整螺杆(52313),所述调整螺杆(52313)两端的螺纹方向相反,所述燕尾槽(52311)两端口部设置有两块固定燕尾块(52314),所述固定燕尾块(52314)沿燕尾槽(52311)方向旋合有定位螺钉(52315),所述燕尾槽(52311)底部垂直两所述活动燕尾块(52312)旋合有两个压紧螺钉(52316),用于压紧所述活动燕尾块(52312)。
技术总结
本技术提供了一种眼镜盒自动冲孔装置。该眼镜盒自动冲孔装置包括第一输送带、第二输送带、集料组件、推料组件和冲孔组件,主要解决了铁质眼镜盒上料效率慢,输送带不耐磨,压紧定位不易调整的问题。在原有第一输送带一尾部同向设置具有金属台板和链条的第二输送带,提高输送带的耐磨性;在第二输送带上增设集料组件对铁壳集中对齐,提高上料效率;将推料组件和冲孔组件分别设于第二输送带两侧,增设落料导槽,使推料口、冲孔工位和落料导槽直线相通,在上料的同时完成卸料。另外,铁壳的水平与垂直压紧采用了可调弹簧压杆结构,侧向限位的调整采用了双头反向螺纹杆结构,使压紧定位易于调节。
技术研发人员:冯丙亮,王文超
受保护的技术使用者:河北蓝驰实业有限公司
技术研发日:20230525
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!