一种桁架弯管工装夹具的制作方法
本技术涉及钢桁架弦杆加工,具体涉及一种桁架弯管工装夹具。
背景技术:
1、近年来,随着我国钢铁产量的不断增长,钢结构以其自身的优势,在建筑中所占的比例越来越大,钢管结构也取得较大的突破。钢管结构的最大优点是能将人们对建筑物的功能要求、感观要求以及经济效益要求完美地结合在一起。钢管结构中的管桁架结构以它独特的优势受到人们的青睐。与网架结构相比,管桁架结构省去下弦纵向杆件和网架的球节点,可满足各种不同建筑形式的要求,尤其是构筑圆拱和任意曲线形状比网架结构更有优势。其各向稳定性相同,节省材料用量。管桁架结构是在网架结构的基础上发展起来的,与网架结构相比具有其独特的优越性和实用性,结构用钢量也较经济。随着钢结构建筑的造型及结构越来越复杂,这给钢结构设计和施工带来了新的挑战,一些有影响力的钢结构项目,不仅在设计上有所创新和发展,同时在钢结构安装技术方面也取得了新的成就。许多成熟、先进的工艺技术方案陆续已形成工法,为钢结构行业的发展起到了积极的推动作用。
2、目前对桁架弯扭杆件的加工一直是困扰加工厂加工进度的难题,加工精度和进度无法满足现场实际施工进度需求。
技术实现思路
1、本实用新型的目的在于提供一种桁架弯管工装夹具,解决桁架弯扭杆件加工困难的问题。
2、为解决上述的技术问题,本实用新型采用以下技术方案:
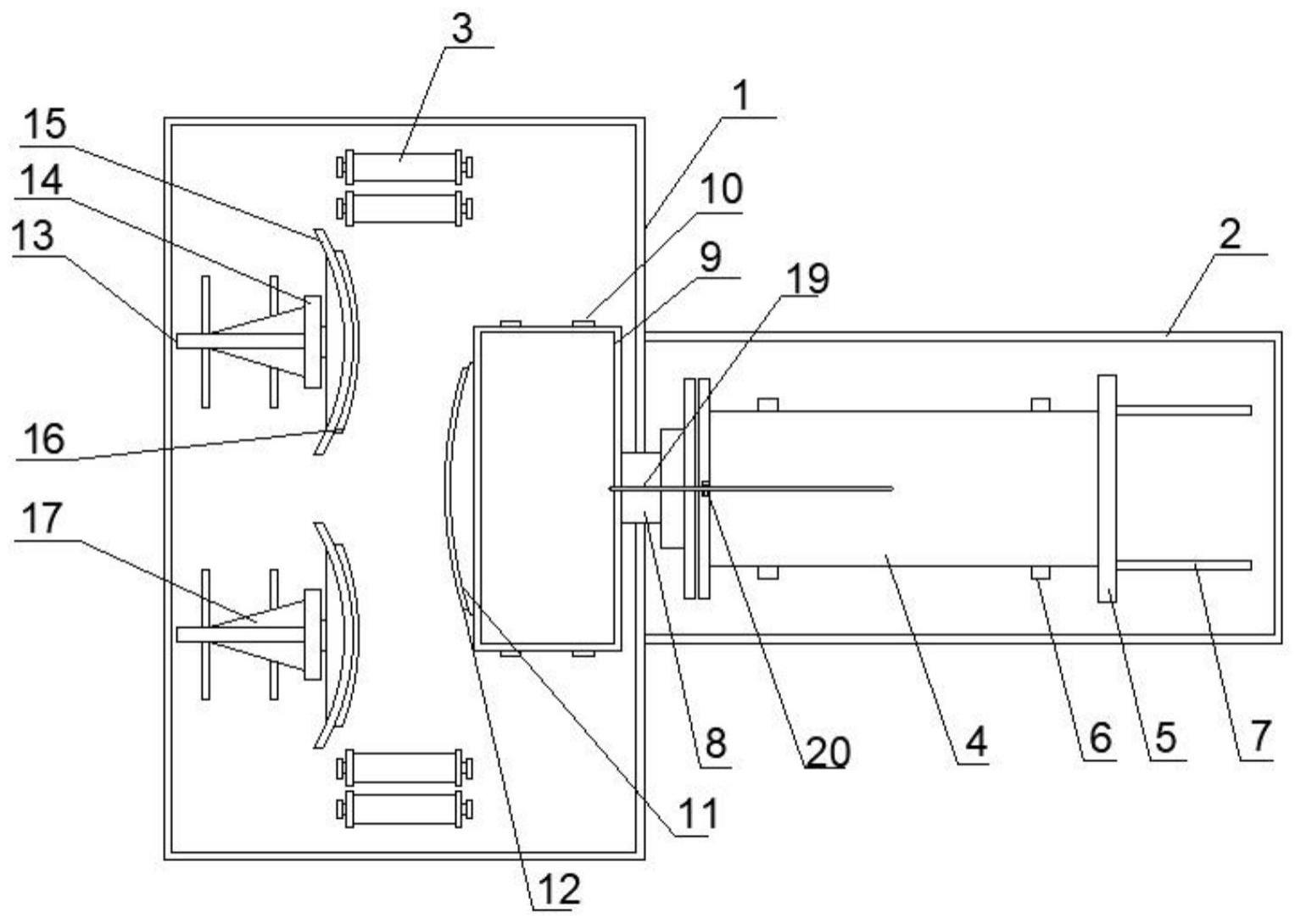
3、一种桁架弯管工装夹具,包括底座、液压底座、弯管导辊、液压油缸、液压油缸底座、液压油缸支撑架、液压顶杆、弯管工作车、滑轮、顶板、弯管夹具a、压板底座、压板底板、压板和弯管夹具b;底座后部设置有液压底座;底座两侧分别设置有弯管导辊;液压底座上设置有液压油缸;液压油缸后部设置有液压油缸底座;液压油缸设置在液压油缸支撑架上;液压油缸支撑架为u型结构设置;液压油缸前端设置有液压顶杆;液压顶杆连接弯管工作车;弯管工作车底部设置有滑轮;弯管工作车前端设置有顶板;顶板前端设置有弯管夹具a;底座左侧设置有压板底座;压板底座前端设置有压板底板;压板底板前部设置有压板;压板前端设置有弯管夹具b;弯管工作车顶部设置有游标卡尺;游标卡尺穿过卡尺定位槽;卡尺定位槽设置在液压油缸顶部;卡尺定位槽上设置有指针。
4、进一步,所述顶板表面为弧形结构设置;弯管夹具a贴合设置在顶板表面,弯管夹具a上下侧分别设置有弧形板。
5、进一步,所述弯管夹具a和弯管夹具b结构设置相同。
6、进一步,所述压板底座和压板底板两侧设置有多层加强板。
7、进一步,所述液压油缸底座后部设置有油缸底座加强支撑板;加强支撑板为三角形结构设置。
8、进一步,所述弯管导辊表面设置有厚橡胶层。
9、与现有技术相比,本实用新型能够实现以下有益效果之一:
10、1.底座后部设置有液压底座;底座两侧分别设置有弯管导辊;液压底座上设置有液压油缸;液压油缸后部设置有液压油缸底座;液压油缸设置在液压油缸支撑架上;液压油缸支撑架为u型结构设置;液压油缸前端设置有液压顶杆;液压顶杆连接弯管工作车;弯管工作车底部设置有滑轮;弯管工作车前端设置有顶板;顶板前端设置有弯管夹具a;底座左侧设置有压板底座;压板底座前端设置有压板底板;压板底板前部设置有压板;压板前端设置有弯管夹具b;弯管工作车顶部设置有游标卡尺;游标卡尺穿过卡尺定位槽;卡尺定位槽设置在液压油缸顶部;卡尺定位槽上设置有指针,工作过程:桁架弯管通过弯管导辊滑入底座上,通过液压油缸驱动弯管工作车向内移动,通过弯管工作车前部设置的弯管夹具a和压板底板上设置两块弯管夹具b,进行弯管作业,通过设置的游标卡尺精确控制弯管进给量,提高了桁架弯管作业的速度和质量。
11、2.所述顶板表面为弧形结构设置;弯管夹具a贴合设置在顶板表面,弯管夹具a上下侧分别设置有弧形板,能够实现通过弧形设置的顶板快速实现折弯操作,并且设置的弧形板能够对折弯过程中的桁架弯管进行限位保护,提高折弯质量。
12、4.所述压板底座和压板底板两侧设置有多层加强板,能够实现提高了结构稳定性。
13、5.所述液压油缸底座后部设置有油缸底座加强支撑板;加强支撑板为三角形结构设置,能够实现提高稳定性。
14、6.所述弯管导辊表面设置有厚橡胶层,能够实现通过设置的厚橡胶层在加工时防止桁架弯管发生较大滑动,影响折弯质量。
技术特征:
1.一种桁架弯管工装夹具,其特征在于:包括底座(1)、液压底座(2)、弯管导辊(3)、液压油缸(4)、液压油缸底座(5)、液压油缸支撑架(6)、液压顶杆(8)、弯管工作车(9)、滑轮(10)、顶板(11)、弯管夹具a(12)、压板底座(13)、压板底板(14)、压板(15)和弯管夹具b(16);底座(1)后部设置有液压底座(2);底座(1)两侧分别设置有弯管导辊(3);液压底座(2)上设置有液压油缸(4);液压油缸(4)后部设置有液压油缸底座(5);液压油缸(4)设置在液压油缸支撑架(6)上;液压油缸支撑架(6)为u型结构设置;液压油缸(4)前端设置有液压顶杆(8);液压顶杆(8)连接弯管工作车(9);弯管工作车(9)底部设置有滑轮(10);弯管工作车(9)前端设置有顶板(11);顶板(11)前端设置有弯管夹具a(12);底座(1)左侧设置有压板底座(13);压板底座(13)前端设置有压板底板(14);压板底板(14)前部设置有压板(15);压板(15)前端设置有弯管夹具b(16);弯管工作车(9)顶部设置有游标卡尺(19);游标卡尺(19)穿过卡尺定位槽(20);卡尺定位槽(20)设置在液压油缸(4)顶部;卡尺定位槽(20)上设置有指针。
2.根据权利要求1所述的一种桁架弯管工装夹具,其特征在于:所述顶板(11)表面为弧形结构设置;弯管夹具a(12)贴合设置在顶板(11)表面,弯管夹具a(12)上下侧分别设置有弧形板(18)。
3.根据权利要求1所述的一种桁架弯管工装夹具,其特征在于:所述弯管夹具a(12)和弯管夹具b(16)结构设置相同。
4.根据权利要求1所述的一种桁架弯管工装夹具,其特征在于:所述压板底座(13)和压板底板(14)两侧设置有多层加强板(17)。
5.根据权利要求1所述的一种桁架弯管工装夹具,其特征在于:所述液压油缸底座(5)后部设置有油缸底座加强支撑板(7);加强支撑板(7)为三角形结构设置。
6.根据权利要求1所述的一种桁架弯管工装夹具,其特征在于:所述弯管导辊(3)表面设置有厚橡胶层。
技术总结
本技术涉及钢桁架弦杆加工技术领域,具体涉及一种桁架弯管工装夹具,底座后部设置有液压底座;底座两侧分别设置有弯管导辊;液压底座上设置有液压油缸;液压油缸后部设置有液压油缸底座;液压油缸设置在液压油缸支撑架上;液压油缸支撑架为U型结构设置;液压油缸前端设置有液压顶杆;液压顶杆连接弯管工作车;弯管工作车底部设置有滑轮;弯管工作车前端设置有顶板;顶板前端设置有弯管夹具A;底座左侧设置有压板底座;压板底座前端设置有压板底板;压板底板前部设置有压板;压板前端设置有弯管夹具B;弯管工作车顶部设置有游标卡尺;游标卡尺穿过卡尺定位槽;卡尺定位槽设置在液压油缸顶部;卡尺定位槽上设置有指针,解决桁架弯扭杆件加工困难的问题。
技术研发人员:张辉,魏彩荷,谢明
受保护的技术使用者:甘肃盛安建筑新型材料科技有限公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!