一种激光焊接保护盖的制作方法
本技术属于bev电芯转接片激光焊接,具体涉及一种激光焊接保护盖。
背景技术:
1、随着新能源行业的迅猛发展,市场缺口也逐渐加大,电芯制造对产能要求越来越高,随着产能的提升,转接片的焊接速度也随之提高,新能源电动汽车(battery electricvehicle,bev)电芯转接片焊接(连接卷芯极耳和顶盖极柱)目前普遍采用激光焊接的方式,激光焊接过程难以避免会产生焊渣飞溅,为预防焊渣直接飞溅至电芯表面,通常采用保护盖形式将焊渣限制在保护盖内部空间。此方式焊渣粘于保护盖内壁,焊渣堆积的量随着时间的增加而增加,保护盖内壁堆积的焊渣有一定概率会掉落至转接片表面,随后进而掉入电芯内部或者残留于电芯表面,造成内部短路风险,如何预防焊渣掉入电芯内部成为亟待解决的难题。
技术实现思路
1、本实用新型所要解决的技术问题是针对现有技术中转接片激光焊接焊渣掉入电芯内部或残留电芯表面问题,提供一种激光焊接保护盖。
2、本实用新型解决上述技术问题所采用的技术方案如下:
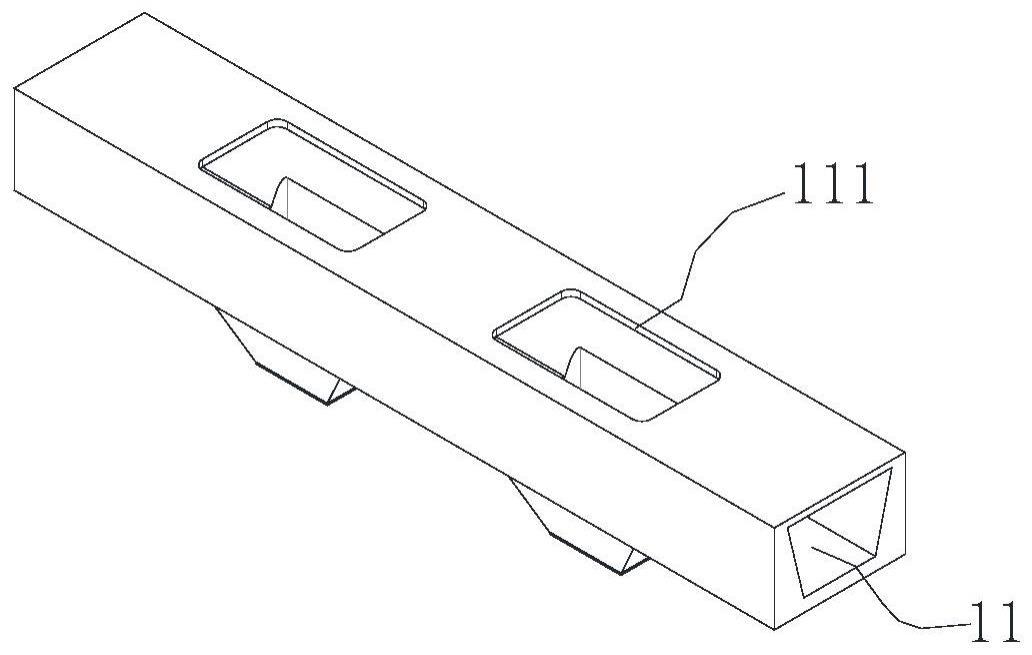
3、提供一种激光焊接保护盖,包括盖板、底座及底托,所述盖板上设置有容纳腔,所述底座通过所述容纳腔沿所述盖板厚度方向贯穿安装在所述盖板上,所述底座靠近所述盖板的一端开口为上顶面,所述底座远离盖板的一端开口为下开口,所述底托为中部开孔的环形结构,所述底托的外边缘与所述底座下开口边缘相连接。
4、可选的,所述上顶面尺寸大于所述下开口尺寸。
5、可选的,所述容纳腔靠近所述盖板的端口为安装口,所述安装口尺寸等于所述上顶面尺寸。
6、可选的,所述底座内部为中空的四棱锥形腔体,所述底座侧壁倾斜于所述上顶面或所述下开口。
7、可选的,所述底托为矩形或圆形或不规则形状。
8、可选的,所述盖板内部为中空结构。
9、可选的,所述底座与所述盖板可拆卸连接。
10、可选的,所述底座数量为2个,2个所述底座对称设置在所述盖板两侧。
11、本实用新型提供的电芯转接片焊接保护盖,包括盖板、底座及底托,通过盖板上的容纳腔将底座与所述盖板安装成焊接保护盖,且在所述底座的下开口增设底托,所述底托外边缘与底座下开口边缘连接,焊接过程中,利用所述底托的结构承接保护盖内壁掉落的焊渣,避免焊渣残留在电芯内部和表面,有利于解决因焊渣掉落引起的电芯内部短路问题。
技术特征:
1.一种激光焊接保护盖,其特征在于,包括盖板、底座及底托,所述盖板上设置有容纳腔,所述底座通过所述容纳腔沿所述盖板厚度方向贯穿安装在所述盖板上,所述底座靠近所述盖板的一端开口为上顶面,所述底座远离盖板的一端开口为下开口,所述底托为中部开孔的环形结构,所述底托的外边缘与所述底座下开口的边缘相连接。
2.根据权利要求1所述的一种激光焊接保护盖,其特征在于,所述上顶面尺寸大于所述下开口尺寸。
3.根据权利要求1所述的一种激光焊接保护盖,其特征在于,所述容纳腔靠近所述盖板的端口为安装口,所述安装口尺寸等于所述上顶面尺寸。
4.根据权利要求1所述的一种激光焊接保护盖,其特征在于,所述底座内部为中空的四棱锥形腔体,所述底座侧壁倾斜于所述上顶面或所述下开口。
5.根据权利要求1所述的一种激光焊接保护盖,其特征在于,所述底托为矩形或圆形或不规则形状。
6.根据权利要求1所述的一种激光焊接保护盖,其特征在于,所述盖板内部为中空结构。
7.根据权利要求1所述的一种激光焊接保护盖,其特征在于,所述底座与所述盖板可拆卸连接。
8.根据权利要求1所述的一种激光焊接保护盖,其特征在于,所述底座数量为2个,2个所述底座对称设置在所述盖板两侧。
技术总结
为克服现有技术中转接片激光焊接焊渣掉入电芯内部或残留电芯表面问题,本技术提供了一种激光焊接保护盖,包括盖板、底座及底托,所述盖板上设置有容纳腔,所述底座通过所述容纳腔沿所述盖板厚度方向贯穿安装在所述盖板上,所述底座靠近所述盖板的一端开口为上顶面,所述底座远离盖板的一端开口为下开口,所述下开口与所述底托适配连接。本技术提供的电芯转接片焊接保护盖,通过盖板上的容纳腔将底座与所述盖板安装成焊接保护盖,且在所述底座的下开口增设底托,焊接过程中,利用所述底托结构承接保护盖内壁掉落的焊渣,避免焊渣残留在电芯内部和表面,有利于解决因焊渣掉落引起的电芯内部短路问题。
技术研发人员:潘健良,张炘,张宝生
受保护的技术使用者:深圳市方厚新能科技有限公司
技术研发日:20230525
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!