一种膨胀组件垫片冲孔模具的制作方法
本技术涉及冲压模具,具体为一种膨胀组件垫片冲孔模具。
背景技术:
1、目前,膨胀组件垫片的孔位,都是操作工通过钻头进行加工,由于垫板钢板厚度有6毫米,钻孔难度较大,钻头易损坏,钻孔后孔边有毛刺,孔边还需倒角处理,同时钻孔加工效率低、合格率低、成本高;所以通过冲孔专用模具对膨胀组件垫片进行冲孔来满足现在的使用要求。
技术实现思路
1、本实用新型提供了一种膨胀组件垫片冲孔模具,可以解决现有的膨胀组件垫片钻孔后孔边有毛刺、需倒角处理,钻头容易损坏、成本高,加工效率低、合格率低的问题。
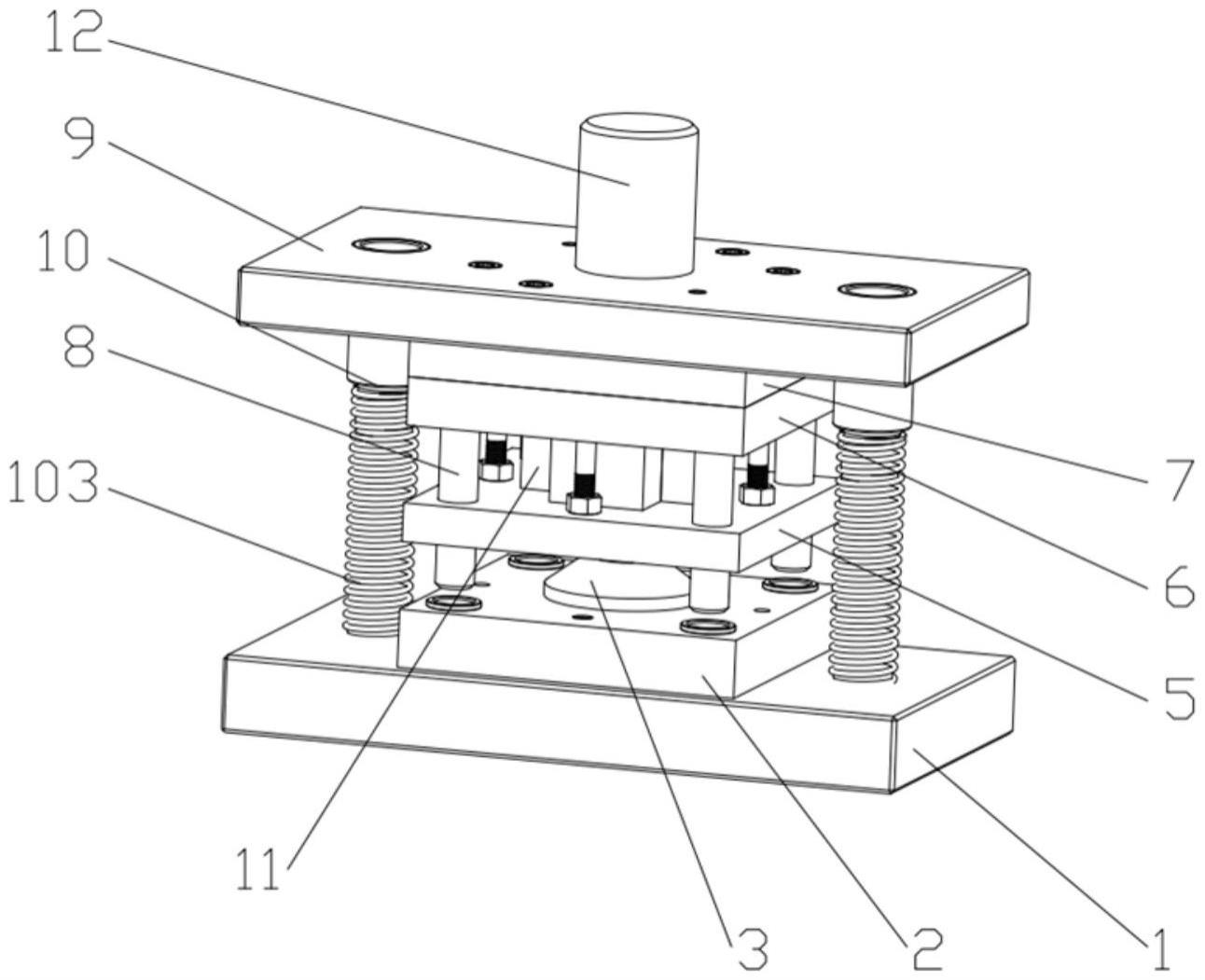
2、为实现上述目的,本实用新型提供如下技术方案:一种膨胀组件垫片冲孔模具,包括下模板;垫板,其固定设置在在所述下模板的上端,所述垫板的上方中部竖直设置有用于定位膨胀组件垫片的定位块,所述定位块呈圆台状;冲压头,其可升降竖直设置在所述定位块的正上方,所述冲压头的下端滑动连接有用于压住所述膨胀组件垫片的压板,所述冲压头的上端设置有固定板,所述固定板的上方设置有连接板,所述连接板和所述垫板之间设置有内导向机构;上模板,其设置在所述连接板的上方,该上模板与所述下模板之间竖直设置有外导向机构,采用内外双导柱结构,产品冲孔同心度高,冲孔边缘质量好,没有毛刺,冲孔稳定,效率高。
3、作为优选,所述外导向机构包括竖向设置在所述下模板上方位于所述垫板两侧的第一导柱,所述上模板的内部竖向插接有与所述第一导柱相匹配的第一导向套,所述下模板和所述第一导向套之间的所述第一导柱上套设有复位弹簧,结构稳定,工作平稳,弹性复位。
4、作为优选,所述内导向机构包括竖直设置在所述连接板下方四周的第二导柱,所述第二导柱与所述压板滑动连接,所述垫板内部竖向插接有与所述第二导柱相匹配的第二导向套,提高产品的冲孔同心度。
5、作为优选,所述固定板和所述压板之间位于所述冲压头的外周设置有用于脱模的弹性部件,采用橡胶脱模,确保产品不会卡在模具内。
6、作为优选,所述上模板的上端安装有连接头,该连接头与冲床相连,通过所述连接头与冲床连接,方便更换。
7、与现有技术相比,本实用新型的有益效果是:
8、结构简单,操作方便,模具采用内外双导柱机构,上下模板间两根大导柱,内模安装4根小导柱,保证冲孔后产品的同心度,冲压头脱模采用橡胶脱模,冲压头材质选用cr12mov材料,确保模具的使用寿命,可以解决现有的膨胀组件垫片钻孔后孔边有毛刺、需倒角处理,钻头容易损坏、成本高,加工效率低、合格率低的问题。
技术特征:
1.一种膨胀组件垫片冲孔模具,其特征在于,包括:
2.根据权利要求1所述的膨胀组件垫片冲孔模具,其特征在于:所述外导向机构(10)包括竖向设置在所述下模板(1)上方位于所述垫板(2)两侧的第一导柱(101),所述上模板(9)的内部竖向插接有与所述第一导柱(101)相匹配的第一导向套(102),所述下模板(1)和所述第一导向套(102)之间的所述第一导柱(101)上套设有复位弹簧(103)。
3.根据权利要求1所述的膨胀组件垫片冲孔模具,其特征在于:所述内导向机构(8)包括竖直设置在所述连接板(7)下方四周的第二导柱(81),所述第二导柱(81)与所述压板(5)滑动连接,所述垫板(2)内部竖向插接有与所述第二导柱(81)相匹配的第二导向套(82)。
4.根据权利要求1所述的膨胀组件垫片冲孔模具,其特征在于:所述固定板(6)和所述压板(5)之间位于所述冲压头(4)的外周设置有用于脱模的弹性部件(11)。
5.根据权利要求1所述的膨胀组件垫片冲孔模具,其特征在于:所述上模板(9)的上端安装有连接头(12),该连接头(12)与冲床相连。
技术总结
本技术公开了一种膨胀组件垫片冲孔模具,包括下模板;垫板,其固定设置在在所述下模板的上端,所述垫板的上方中部竖直设置有用于定位膨胀组件垫片的定位块,所述定位块呈圆台状;冲压头,其可升降竖直设置在所述定位块的正上方,所述冲压头的下端滑动连接有用于压住所述膨胀组件垫片的压板,所述冲压头的上端设置有固定板,所述固定板的上方设置有连接板,所述连接板和所述垫板之间设置有内导向机构;上模板,其设置在所述连接板的上方,本技术可以解决现有的膨胀组件垫片钻孔后孔边有毛刺、需倒角处理,钻头容易损坏、成本高,加工效率低、合格率低的问题。
技术研发人员:郑玉强
受保护的技术使用者:宁波锦泰紧固件有限公司
技术研发日:20230526
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!