电池极片折弯机构的制作方法
本技术属于动力电池制造,具体涉及一种电池极片折弯机构。
背景技术:
1、型锂离子电池具有电压高、容电量大、长循环寿命、无记忆效应、质量轻、工作范围宽等优点,广泛应用于移动电子设备、个人数字助理、手机、数码相机、玩具等移动产品。
2、电池在加工过程中,需要对电池的极片(镍片)进行折弯。传统的工艺是人工手动折弯,但是手动折弯误差大,质量不稳定。为了降低折弯误差并生产效率,现在也出现了各种对电池极片进行折弯的自动化设备。如中国专利公开了一种电池极片折弯机构,申请号:202120261021.4,通过旋转u型折弯板带动u型折弯板上的两个折弯模对电池极片的两个位置同时进行折弯加工,减少折弯工艺,提高折弯效率。这种机构折弯极片所带来的缺点是:折弯模相当于通过冲压的方式将极片进行折弯,以折弯90°为例,在转弯处没有一点缓冲,也就是没有弧度,直接成直角,申请人经过实验发现直角形状的极片在电池内部容易出现压力集中的问题,容易导致电池内部结构的破坏,从而影响电池的性能和寿命,而目前这种折弯机构则无法解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种电池极片折弯机构,以解决背景技术中存在的问题。
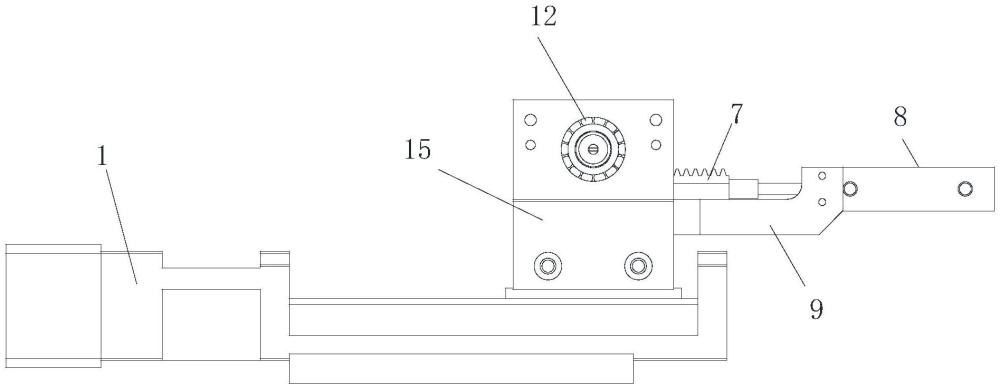
2、为实现上述目的,本实用新型提供如下技术方案:一种电池极片折弯机构,包括移动模组、横向移动底座、纵向移动台、轴承箱、旋转轴、齿轮、齿条、齿条推进机构、连接板以及纵向推进气缸;所述横向移动底座与所述移动模组的活动端连接,所述横向移动底座上设有导轨,所述纵向移动台的底部通过滑块与所述导轨滑动连接,所述轴承箱固定在所述纵向移动台上,所述纵向推进气缸固定在所述移动底座的一侧,纵向推进气缸的活塞杆与所述纵向移动台的一侧固接,所述轴承箱内安装有两个轴承,所述旋转轴穿过所述轴承并与其连接,旋转轴的一端安装有夹紧模具,所述夹紧模具上带有条形开口,旋转轴的另一侧固定有所述齿轮,所述齿轮与所述齿条啮合,所述齿条穿过所述轴承箱并与其滑动配合,所述齿条的一侧与所述齿条推进机构连接,所述齿条推进机构通过所述连接板固定在所述纵向移动台或轴承箱的一侧。
3、优选地,所述条形开口的外端带有倒角。
4、优选地,所述齿条推进装置为气缸或者电动推杆。
5、优选地,所述横向移动底座的一侧固定有限位板。
6、优选地,所述旋转轴的一端通过三爪卡盘与所述夹紧模具连接。
7、本实用新型的有益效果是:相对于现有结构,本装置更改了现有折弯方式,将冲压方式改成旋转折弯的方式,这种折弯方式折出来的极耳折弯位置是弧形的而不是一个标准的角度,通过本装置折弯后的极片能够更好地适应电池内部的结构,使得电池的能量密度更高、寿命更长。
技术特征:
1.一种电池极片折弯机构,其特征在于:包括移动模组、横向移动底座、纵向移动台、轴承箱、旋转轴、齿轮、齿条、齿条推进机构、连接板以及纵向推进气缸;所述横向移动底座与所述移动模组的活动端连接,所述横向移动底座上设有导轨,所述纵向移动台的底部通过滑块与所述导轨滑动连接,所述轴承箱固定在所述纵向移动台上,所述纵向推进气缸固定在所述移动底座的一侧,纵向推进气缸的活塞杆与所述纵向移动台的一侧固接,所述轴承箱内安装有两个轴承,所述旋转轴穿过所述轴承并与其连接,旋转轴的一端安装有夹紧模具,所述夹紧模具上带有条形开口,旋转轴的另一侧固定有所述齿轮,所述齿轮与所述齿条啮合,所述齿条穿过所述轴承箱并与其滑动配合,所述齿条的一侧与所述齿条推进机构连接,所述齿条推进机构通过所述连接板固定在所述纵向移动台或轴承箱的一侧。
2.根据权利要求1所述的电池极片折弯机构,其特征在于:所述条形开口的外端带有倒角。
3.根据权利要求1所述的电池极片折弯机构,其特征在于:所述齿条推进装置为气缸或者电动推杆。
4.根据权利要求1所述的电池极片折弯机构,其特征在于:所述横向移动底座的一侧固定有限位板。
5.根据权利要求1所述的电池极片折弯机构,其特征在于:所述旋转轴的一端通过三爪卡盘与所述夹紧模具连接。
技术总结
本技术属于动力电池技术领域,具体涉及一种电池极片折弯机构,包括移动模组、横向移动底座、纵向移动台、轴承箱、旋转轴、齿轮、齿条、齿条推进机构、连接板以及纵向推进气缸;横向移动底座与移动模组的活动端连接,轴承箱固定在纵向移动台上,纵向推进气缸固定在所述移动底座的一侧,旋转轴穿过轴承并与其连接,旋转轴的一端安装有夹紧模具,夹紧模具上带有条形开口,旋转轴的另一侧固定有齿轮,齿轮与齿条啮合,齿条穿过所述轴承箱并与其滑动配合,齿条的一侧与齿条推进机构连接,齿条推进机构通过连接板固定在纵向移动台或轴承箱的一侧。通过本装置折弯后的极片能够更好地适应电池内部的结构,使得电池的能量密度更高、寿命更长。
技术研发人员:高远,元浩,李正元
受保护的技术使用者:天津市广通信息技术工程股份有限公司
技术研发日:20230526
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!