一种气动压铆工装的制作方法
本技术涉及一种气动压铆工装,属于铆钉压接工具。
背景技术:
1、现有技术中,在将工件通过铆钉进行压接时,都是依靠工人借助台钻等设备进行压接的,若工件上设有多个装配孔,则需要对装配孔逐个去压接,耗费了人力物力,还不能保证所有铆钉压接力的一致性。另外,在工件产品数量庞大的情况下,人工压接的缺点和不足就显得更为明显了,劳动强度大,生产效率低,且难以做到每个产品压接力的稳定性。
技术实现思路
1、本实用新型为了解决现有技术中存在的问题,提供一种节省了人力,提高生产效率的气动压铆工装。
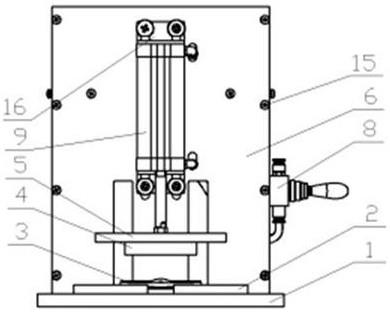
2、为了达到上述目的,本实用新型提出的技术方案为:一种气动压铆工装,用于将工件与铆钉压接,包括底板、气缸、气缸固定板和压板;所述气缸固定板设置于底板上,所述气缸固定在气缸固定板上,所述工件设置于底板上,工件上设有若干装配孔,装配孔内预装有铆钉,所述压板固定在气缸的输出端,且位于工件正上方,压板在气缸带动下沿气缸固定板上下运动。
3、对上述技术方案的进一步设计为:所述气缸的输出端固定有导向板,所述压板固定在导向板底部;所述导向板上设有导向块,所述气缸固定板上设有与导向块配合的导向槽,所述导向块滑动连接在导向槽内。
4、所述导向板上的导向块设有左右对称的两个,相对应的气缸固定板对称设有两导向槽。
5、所述底板上设有工件放置板,所述工件放置在工件放置板上。
6、所述工件放置板上设有与工件形状匹配的工件槽,所述工件放置在工件槽内。
7、所述工件放置板一侧设有与工件槽连通的槽口。
8、所述气缸固定板在远离气缸一面的两侧设有支撑板,两支撑板之间设有连接两支撑板的加强版。
9、所述一支撑板一侧设有阀门,所述气缸通过进气pu管与阀门一端连接,阀门另一端与气源连接。
10、所述阀门上设有消音器。
11、所述气缸固定板上设有固定座,所述气缸通过固定座固定在气缸固定板上。
12、本实用新型的有益效果在于:
13、本实用新型通过气缸带动压板对工件进行压接,一次即可完成工件上所有铆钉的压接,提高了工作效率,节省了人力;同时通过气缸进行压接力度的控制,可保证所有铆钉压接力的一致性,提高了压接稳定性和压接质量。
技术特征:
1.一种气动压铆工装,用于将工件与铆钉压接,其特征在于:包括底板、气缸、气缸固定板和压板;所述气缸固定板设置于底板上,所述气缸固定在气缸固定板上,所述工件设置于底板上,工件上设有若干装配孔,装配孔内预装有铆钉,所述压板固定在气缸的输出端,且位于工件正上方,压板在气缸带动下沿气缸固定板上下运动。
2.根据权利要求1所述气动压铆工装,其特征在于:所述气缸的输出端固定有导向板,所述压板固定在导向板底部;所述导向板上设有导向块,所述气缸固定板上设有与导向块配合的导向槽,所述导向块滑动连接在导向槽内。
3.根据权利要求2所述气动压铆工装,其特征在于:所述导向板上的导向块设有左右对称的两个,相对应的气缸固定板对称设有两导向槽。
4.根据权利要求1所述气动压铆工装,其特征在于:所述底板上设有工件放置板,所述工件放置在工件放置板上。
5.根据权利要求4所述气动压铆工装,其特征在于:所述工件放置板上设有与工件形状匹配的工件槽,所述工件放置在工件槽内。
6.根据权利要求5所述气动压铆工装,其特征在于:所述工件放置板一侧设有与工件槽连通的槽口。
7.根据权利要求1所述气动压铆工装,其特征在于:所述气缸固定板在远离气缸一面的两侧设有支撑板,两支撑板之间设有连接两支撑板的加强版。
8.根据权利要求7所述气动压铆工装,其特征在于:所述一支撑板一侧设有阀门,所述气缸通过进气pu管与阀门一端连接,阀门另一端与气源连接。
9.根据权利要求8所述气动压铆工装,其特征在于:所述阀门上设有消音器。
10.根据权利要求1所述气动压铆工装,其特征在于:所述气缸固定板上设有固定座,所述气缸通过固定座固定在气缸固定板上。
技术总结
本技术涉及一种气动压铆工装,用于将工件与铆钉压接,该工装包括底板、气缸、气缸固定板和压板;所述气缸固定板设置于底板上,所述气缸固定在气缸固定板上,所述工件设置于底板上,工件上设有若干装配孔,装配孔内预装有铆钉,所述压板固定在气缸的输出端,且位于工件正上方,压板在气缸带动下沿气缸固定板上下运动;该工装通过气缸带动压板对工件进行压接,一次即可完成工件上所有铆钉的压接,提高了工作效率,节省了人力;同时通过气缸进行压接力度的控制,可保证所有铆钉压接力的一致性,提高了压接稳定性和压接质量。
技术研发人员:汝有志,周宗海,丁凤霞,牛建勋
受保护的技术使用者:南京舒普思达医疗设备有限公司
技术研发日:20230526
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!