一种叉车门架槽钢焊接工装的制作方法
本申请涉及焊接工装的,特别涉及一种叉车门架槽钢焊接工装。
背景技术:
1、目前叉车生产呈多品种、小批量、短周期、个性化的发展趋势,相应的,叉车门架的尺寸规格也多种多样。在12t-16t的大吨位叉车上,叉车门架尺寸最长可达7米左右,生产制造过程中涉及到大量地焊接作业。叉车门架主要由两根槽钢和连接槽钢的横梁组成,要保证槽钢间距符合生产要求不发生形变的前提下在两根槽钢之间焊接上横梁,就需要使用到辅助焊接工装,通过焊接工装能实现对多个组合零件之间的精确定位,控制了焊接变形提高了焊件的互换性能,降低了焊接难度,有利于缩短焊接生产周期。
2、现有的叉车门架焊接工装为了满足对多种尺寸规格门架槽钢的固定,大多使用柔性工装平台与定位角尺,将两根门架槽钢放置在柔性工装平台上,测量出两根槽钢的焊接间距,划线定位,手动设置定位角尺至划线位置通过螺栓固定在柔性工装平台上以支撑槽钢,在槽钢另一侧用定位角尺抵住槽钢同样固定在柔性工装平台上,使两槽钢稳定在指定位置。
3、上述中的相关技术方案中,发明人发现对槽钢间距定位划线、安装调节定位角尺工作量大,花费时间长,降低了整体焊接效率。
技术实现思路
1、为了快速的实现槽钢精准定位,提高焊接效率,本申请提供一种叉车门架槽钢焊接工装。
2、本申请提供的一种叉车门架槽钢焊接工装,采用如下的技术方案:
3、一种叉车门架槽钢焊接工装,包括支撑平台,所述支撑平台上设有多个卡具组,每个所述卡具组包括有两个分别用于固定两根槽钢的卡具,单个所述卡具包括至少一个用于调节槽钢固定位置的调节组件、以及至少一个用于将槽钢锁紧的紧固组件,所述调节组件和所述紧固组件分别位于槽钢两侧,所述调节组件包括用于与所述紧固组件间形成夹持的活动结构、以及用于固定所述活动结构的固定结构,所述活动结构上设有多个可与所述固定结构配合的锁定结构。
4、通过采用上述技术方案,调节组件和紧固组件分别位于槽钢两侧,先调整卡具中的调节组件,将活动结构相对于固定结构移动至所需位置,由锁定结构锁定,确定槽钢的位置基准,多个锁定结构分别对应着不同的叉车门架槽钢焊接间隔尺寸,直接选择对应的锁定结构可省去测量步骤;再调整紧固组件从槽钢另一侧配合调节组件夹紧槽钢,多个卡具组共同使槽钢稳定在支撑平台上,完成准确定位。卡具先定位后固定,快速高效完成槽钢固定工作。
5、可选的:所述活动结构为限位杆,所述固定结构包括锁件和套设在所述限位杆外部的外壳,所述外壳固定在所述支撑平台上,所述外壳上设置可供所述锁件插接的插接部,所述锁定结构为限位杆上轴向并列开设的若干个卡槽,所述锁件同时嵌入所述插接部和所述卡槽限制限位杆相对于外壳运动。
6、通过采用上述技术方案,根据叉车门架的槽钢焊接尺寸要求,只需滑动限位杆至对应卡槽与外壳的插接部重合,将锁件插入插接部与卡槽即完成对限位杆的锁定,快速高效,并列开设的多个卡槽满足兼容多种尺寸叉车门架焊接的功能。
7、可选的:所述锁件为一端与所述外壳铰接的拨杆,所述拨杆在垂直于所述限位杆轴线的平面转动。
8、通过采用上述技术方案,拨杆铰接于外壳上,需要锁定调节组件时,拨动拨杆嵌入插接部与卡槽;需要解锁调节组件时,拨动拨杆脱离插接部与卡槽,方便调整调节组件实现快速定位。
9、可选的:所述限位杆朝向所述支撑平台一侧沿长度方向开设滑槽,所述支撑平台设置有与所述滑槽匹配的贯穿外壳的凸棱。
10、通过采用上述技术方案,限位杆只能在凸棱的限制下沿滑槽滑移,可有效防止在调整限位杆时限位杆发生的旋转偏移,导致卡槽偏转,锁件无法嵌入卡槽的情况发生,保证了调节组件实现快速定位的效果。
11、可选的:所述凸棱在滑槽一端设置定位弹簧珠,所述限位杆上设置与所述卡槽数量相等的定位孔,定所述位孔与所述卡槽一一对应。
12、通过采用上述技术方案,一个卡槽对应于一个定位孔,每当限位杆上的卡槽与外壳的插接部重合时,定位弹簧珠都会顶入该卡槽对应的定位孔,方便将锁件插入卡槽内,不用反复对齐卡槽与插接部的边缘,保证了调节组件实现快速定位的效果。
13、可选的:所述限位杆在远离抵接槽钢的一端设置握盘。
14、通过采用上述技术方案,操作人员在拨杆被拨出卡槽后,通过推拉握盘,让限位杆靠近或远离槽钢的位置,更加方便操作调节组件,实现快速定位。
15、可选的:所述紧固组件包括支架和长螺栓,所述长螺栓与所述支架螺纹连接,所述长螺栓抵接槽钢一端设置有抵柱,远离抵接槽钢一端设置转杆。
16、通过采用上述技术方案,旋转转杆使长螺栓缓慢靠近槽钢,直至达到抵柱压紧槽钢的效果,配合调节组件将槽钢稳定在支撑平台上,操作简单便捷。
17、可选的:单个所述卡具为一个所述紧固组件与一个所述调节组件,且抵接于槽钢同一位置的两侧。
18、通过采用上述技术方案,调节组件与紧固组件能够共同作用在槽钢上的同一个点,让槽钢两侧的受力尽量平衡,减小焊接时槽钢出现微小偏移。
19、可选的:各组所述卡具中的两个卡具在所述支撑平台长度方向上交错设置。
20、因叉车门架槽钢焊接工装需要适配各种尺寸间隔的槽钢焊接需求,所以不可避免的增加了限位杆与长螺栓的长度,故采用交错设置的方式,避免同组卡具相互之间产生干涉。
21、综上所述,本申请具有以下有益效果:
22、1、卡具的调节组件与紧固组件配合,先定位后固定,将两根槽钢稳定夹持在支撑平台上,调节组件可快速完成定位、锁定,大大提高了槽钢固定效率;
23、2、在定位杆上设置多个并列的卡槽,可满足兼容多种型号规格的叉车门架焊接尺寸的生产需要,保证了叉车门架焊接工装的功能性。
技术特征:
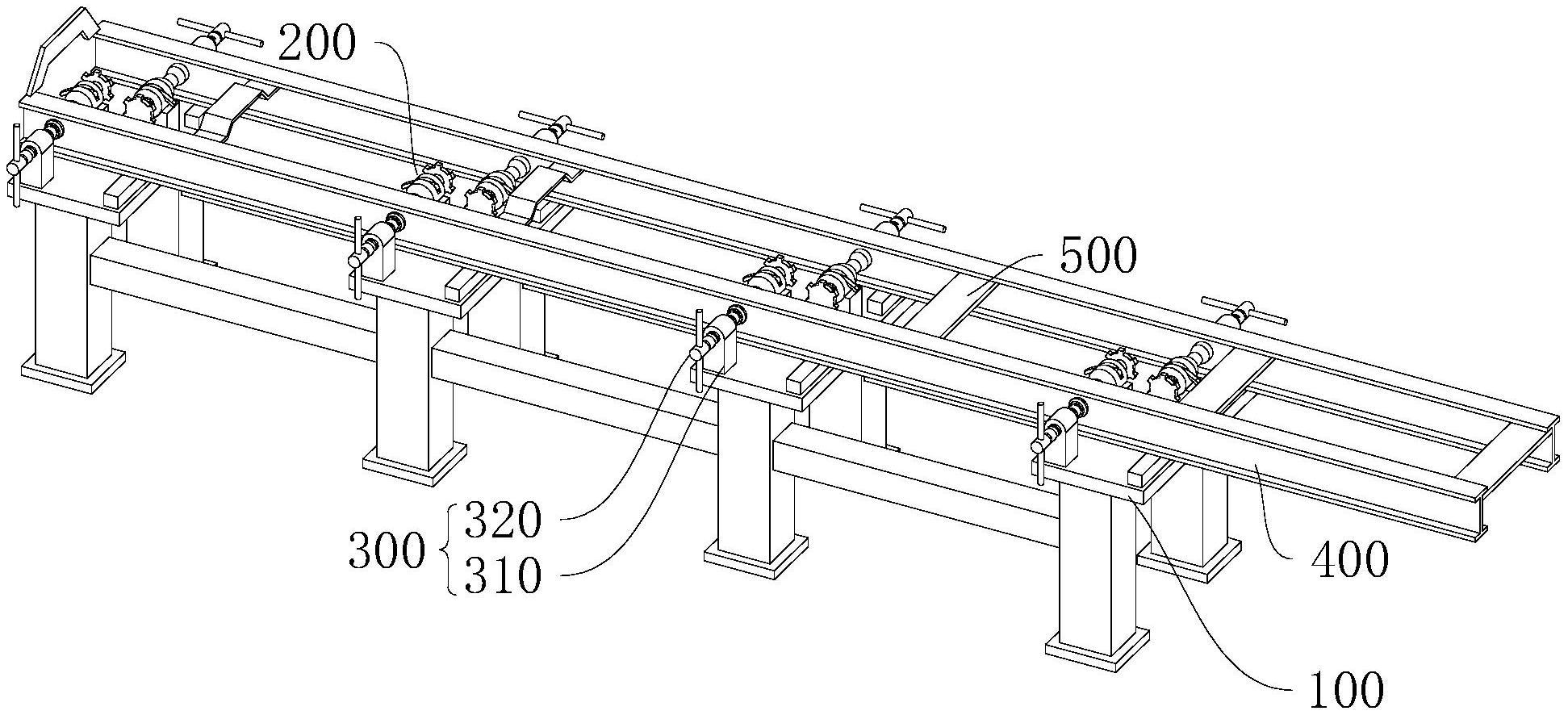
1.一种叉车门架槽钢焊接工装,包括支撑平台(100),所述支撑平台(100)上设有多个卡具组,每个所述卡具组包括有两个分别用于固定两根槽钢(400)的卡具,其特征是:单个所述卡具包括至少一个用于调节槽钢(400)固定位置的调节组件(200)、以及至少一个用于将槽钢(400)锁紧的紧固组件(300),所述调节组件(200)和所述紧固组件(300)分别位于槽钢(400)两侧,所述调节组件(200)包括用于与所述紧固组件(300)间形成夹持的活动结构、以及用于固定所述活动结构的固定结构,所述活动结构上设有多个可与所述固定结构配合的锁定结构。
2.根据权利要求1所述的一种叉车门架槽钢焊接工装,其特征是:所述活动结构为限位杆(210),所述固定结构包括锁件和套设在所述限位杆(210)外部的外壳(220),所述外壳(220)固定在所述支撑平台(100)上,所述外壳(220)上设置可供所述锁件插接的插接部(221),所述锁定结构为限位杆(210)上轴向并列开设的若干个卡槽(211),所述锁件同时嵌入所述插接部(221)和所述卡槽(211)限制限位杆(210)相对于外壳(220)运动。
3.根据权利要求2所述的一种叉车门架槽钢焊接工装,其特征是:所述锁件为一端与所述外壳(220)铰接的拨杆(230),所述拨杆(230)在垂直于所述限位杆(210)轴线的平面转动。
4.根据权利要求3所述的一种叉车门架槽钢焊接工装,其特征是:所述限位杆(210)朝向所述支撑平台(100)一侧沿长度方向开设滑槽(212),所述支撑平台设置有与所述滑槽(212)匹配的贯穿外壳(220)的凸棱(110)。
5.根据权利要求4所述的一种叉车门架槽钢焊接工装,其特征是:所述凸棱(110)在滑槽(212)一端设置定位弹簧珠(111),所述限位杆(210)上设置与所述卡槽(211)数量相等的定位孔(213),所述定位孔(213)与所述卡槽(211)一一对应。
6.根据权利要求5所述的一种叉车门架槽钢焊接工装,其特征是:所述限位杆(210)在远离抵接槽钢(400)的一端设置握盘(214)。
7.根据权利要求1所述的一种叉车门架槽钢焊接工装,其特征是:所述紧固组件(300)包括支架(310)和长螺栓(320),所述长螺栓(320)与所述支架(310)螺纹连接,所述长螺栓(320)抵接槽钢(400)一端设置有抵柱(321),远离抵接槽钢(400)一端设置转杆(322)。
8.根据权利要求1所述的一种叉车门架槽钢焊接工装,其特征是:单个所述卡具为一个所述紧固组件(300)与一个所述调节组件(200),且抵接于槽钢(400)同一位置的两侧。
9.根据权利要求8所述的一种叉车门架槽钢焊接工装,其特征是:各组所述卡具中的两个卡具在所述支撑平台(100)长度方向上交错设置。
技术总结
本申请涉及焊接工装的技术领域,特别涉及一种叉车门架槽钢焊接工装,包括支撑平台,支撑平台上设有多个卡具组,每个卡具组包括有两个分别用于固定两根槽钢的卡具,单个卡具包括至少一个用于调节槽钢固定位置的调节组件、以及至少一个用于将槽钢锁紧的紧固组件,调节组件包括用于与紧固组件间形成夹持的活动结构、以及用于固定活动结构的固定结构,活动结构上设有多个可与固定结构配合的锁定结构。本申请中的活动结构被固定结构通过某一锁定结构锁定,确定槽钢的位置基准,省去了测量步骤;再调整紧固组件从槽钢另一侧配合调节组件夹紧槽钢,多个卡具组共同使槽钢稳定在支撑平台上。卡具先定位后固定,快速高效完成槽钢固定工作。
技术研发人员:裘斌斌,江丰,黄法壁,徐洋洋
受保护的技术使用者:杭州叉车门架有限公司
技术研发日:20230526
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!