一种同轴锥度孔铣削夹具的制作方法
本技术涉及机械零件加工领域,具体涉及一种同轴锥度孔铣削夹具。
背景技术:
1、在机械加工行业中,夹具被广泛的运用,夹具用来作为工件的辅助定位,被放置在加工中心的工作台上。加工异型支座类工件时,使用的夹具结构更加复杂,装夹工件时找正工件十分不方便,严重依赖操作人员技能水平,且使用时步骤繁多,装夹过程中耗时较长,现有夹具对工件的支撑不足导致良品率低下,严重影响加工效率。
技术实现思路
1、本实用新型的目的在于提供一种同轴锥度孔铣削夹具,以解决现有技术中的夹具支撑不足、装夹找正困难和装夹效率低技术问题。
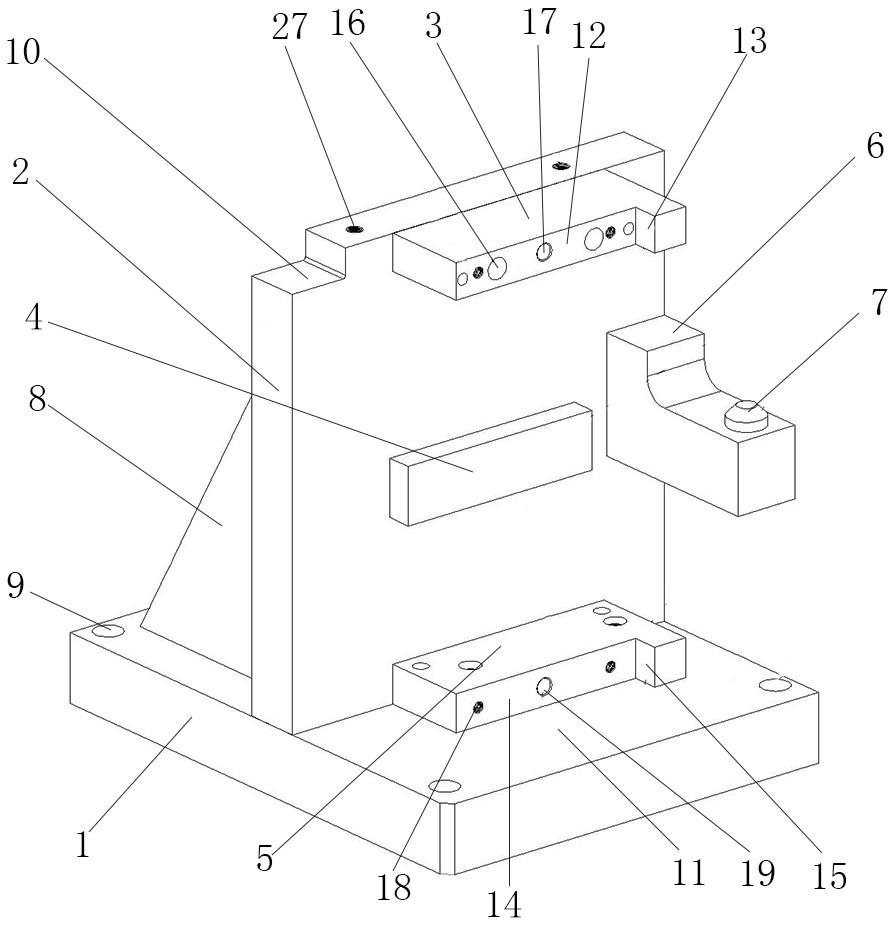
2、为实现上述目的,本实用新型提供了一种同轴锥度孔铣削夹具,包括底板、背板、第一垫块、可调节垫块、第三垫块和第四垫块,所述底板的中间位置竖直安装有背板,背板的工作面安装有第一垫块、可调节垫块和第四垫块,底板上安装有第三垫块,第三垫块的背面与背板抵接,第四垫板上设置有验刀块;第一垫块、可调节垫块和第三垫块从上至下设置在同一竖直方向,第四垫块设置在可调节垫块的侧边位置。
3、进一步的,底板的底面与背板背面的连接位置焊接有加强筋,所述加强筋为三角形板状结构,底板的四周开设有螺钉沉台孔,底板通过螺钉与螺钉沉台孔配合安装在机床工作台上,底板的上表面设置有第一安装面。
4、进一步的,背板的顶部开设有对称设置的夹具吊装孔,背板顶部远离第四垫块的一侧开设有机床刀具长度补偿用的对刀面。
5、进一步的,第一垫块为阶梯形板状结构,第一垫块通过螺钉安装到背板工作面的上方,第一垫块与背板平行的一面为第二工作面,第一垫块与背板垂直的一面为第三工作面,所述第二工作面上开设有螺钉孔一和定位销孔一。
6、进一步的,第三垫块为阶梯形板状结构,第三垫块通过螺钉安装在底板上,第三垫块与背板平行的一面为第四工作面,第三垫块与背板垂直的一面为第五工作面,所述第四工作面上开设有螺钉孔二和定位销孔二。
7、进一步的,可调节垫块为板状结构,可调节垫块通过螺钉安装在背板的中间位置,可调节垫块与背板之间通过梅花手柄螺钉进行高度调节。
8、进一步的,验刀块活动安装在第四垫块的上表面,验刀块开设有锥状的验刀面。
9、进一步的,还包括工件本体,工件本体为异形支座结构,工件本体的一面设置有安装耳板,在安装耳板上开设有第一锥度孔和第二锥度孔。
10、进一步的,工件本体的一侧设置工件螺钉和工件销钉与第一垫块的螺钉孔一和定位销孔一通过螺纹连接安装在第一垫块上;工件本体的另一侧设置工件螺钉和工件销钉与第三垫块的螺钉孔二和定位销孔二通过螺纹连接安装在第三垫块上。
11、基于上述技术方案,本实用新型可以产生如下有益效果:
12、(1)本实用新型提供的一种同轴锥度孔铣削夹具,设置有第一安装面、第二安装面、第三安装面、第四安装面、第五安装面、方便工件的安装面直接贴合到夹具安装面上就能起到支撑工件和基准贴合,防止了由于工件过于沉重悬空装夹左摇右晃,给操作工节约了大量装夹时间,提升了机床利用率。
13、(2)本实用新型提供的一种同轴锥度孔铣削夹具,可调节垫块能通过旋紧梅花手柄螺丝进行垫块高度调节实现工件筋条与夹具安装面无缝贴合,能使工件在加工中有足够的支撑,增加了工件的刚性,减少刀具切削震动,提升了良品率,优化了刀具切削进给,缩短了工件加工周期。设计了可拆卸的验刀块,验刀块用销钉和螺钉固定在第四垫块上,nc程序运行时将刀具刀尖、r角、侧面在验刀块验刀面移动,当操作工使用错误的刀具时,刀具会切削到验刀面,让操作工及时发现,避免造成工件报废和经济损失,验刀块失效以后可以更换新的验刀块,避免了夹具应为验刀块的失效而不能使用。
14、(3)本实用新型提供的一种同轴锥度孔铣削夹具,在背板上设计了对刀面,可以方便快捷的让使用的加工刀具快速的设置长度补偿,极短的缩短了装夹辅助时间,提高了生产效率。
技术特征:
1.一种同轴锥度孔铣削夹具,其特征在于,包括底板(1)、背板(2)、第一垫块(3)、可调节垫块(4)、第三垫块(5)和第四垫块(6),所述底板(1)的中间位置竖直安装有背板(2),背板(2)的工作面安装有第一垫块(3)、可调节垫块(4)和第四垫块(6),底板(1)上安装有第三垫块(5),第三垫块(5)的背面与背板(2)抵接,第四垫块(6)上设置有验刀块(7);第一垫块(3)、可调节垫块(4)和第三垫块(5)从上至下设置在同一竖直方向,第四垫块(6)设置在可调节垫块(4)的侧边位置。
2.根据权利要求1所述的一种同轴锥度孔铣削夹具,其特征在于,所述底板(1)的底面与背板(2)背面的连接位置焊接有加强筋(8),所述加强筋(8)为三角形板状结构,底板(1)的四周开设有螺钉沉台孔(9),底板(1)通过螺钉与螺钉沉台孔(9)配合安装在机床工作台上,底板(1)的上表面设置有第一安装面(11)。
3.根据权利要求1所述的一种同轴锥度孔铣削夹具,其特征在于,所述背板(2)的顶部开设有对称设置的夹具吊装孔(27),背板(2)顶部远离第四垫块(6)的一侧开设有对刀面(10)。
4.根据权利要求1所述的一种同轴锥度孔铣削夹具,其特征在于,所述第一垫块(3)为阶梯形板状结构,第一垫块(3)通过螺钉安装到背板(2)工作面的上方,第一垫块(3)与背板(2)平行的一面为第二工作面(12),第一垫块(3)与背板(2)垂直的一面为第三工作面(13),所述第二工作面(12)上开设有螺钉孔一(16)和定位销孔一(17)。
5.根据权利要求1所述的一种同轴锥度孔铣削夹具,其特征在于,所述第三垫块(5)为阶梯形板状结构,第三垫块(5)通过螺钉安装在底板(1)上,第三垫块(5)与背板(2)平行的一面为第四工作面(14),第三垫块(5)与背板(2)垂直的一面为第五工作面(15),所述第四工作面上开设有螺钉孔二(18)和定位销孔二(19)。
6.根据权利要求1所述的一种同轴锥度孔铣削夹具,其特征在于,所述可调节垫块(4)为板状结构,可调节垫块(4)通过螺钉安装在背板(2)的中间位置,可调节垫块(4)与背板(2)之间通过梅花手柄螺钉(20)进行高度调节。
7.根据权利要求1所述的一种同轴锥度孔铣削夹具,其特征在于,所述验刀块(7)活动安装在第四垫块(6)的上表面,验刀块(7)开设有锥状的验刀面(21)。
8.根据权利要求1所述的一种同轴锥度孔铣削夹具,其特征在于,还包括工件本体(22),工件本体(22)为异形支座结构,工件本体(22)的一面设置有安装耳板,在安装耳板上开设有第一锥度孔(23)和第二锥度孔(24)。
9.根据权利要求8所述的一种同轴锥度孔铣削夹具,其特征在于,所述工件本体(22)的一侧设置工件螺钉(25)和工件销钉(26)与第一垫块(3)的螺钉孔一(16)和定位销孔一(17)通过螺纹连接安装在第一垫块(3)上;工件本体(22)的另一侧设置工件螺钉(25)和工件销钉(26)与第三垫块(5)的螺钉孔二(18)和定位销孔二(19)通过螺纹连接安装在第三垫块(5)上。
技术总结
本技术公开了一种同轴锥度孔铣削夹具,包括底板、背板、第一垫块、可调节垫块、第三垫块和第四垫块,所述底板的中间位置竖直安装有背板,背板的工作面安装有第一垫块、可调节垫块和第四垫块,底板上安装有第三垫块,第三垫块的背面与背板抵接,第四垫板上设置有验刀块;第一垫块、可调节垫块和第三垫块从上至下设置在同一竖直方向,第四垫块设置在可调节垫块的侧边位置。本技术通过同轴锥度孔铣削夹具解决了现有技术中的夹具支撑不足、装夹找正困难和装夹效率低的技术问题。
技术研发人员:李晓亮,李海,何显洋,王梦勋,谢炳炎,陈晓姣
受保护的技术使用者:成都航新航空装备科技有限公司
技术研发日:20230529
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!