一种冷弯成型自动焊接装置的制作方法
本技术涉及冷弯成型自动焊接,尤其涉及一种冷弯成型自动焊接装置。
背景技术:
1、众所周知,冷弯成型技术在目前制造行业非常普遍,一般都是进行简单截面型材的预制,比如电缆桥架、c型轻钢建筑型材等等,这些产品冷弯成型过程主要是通过多组挤压辊对板带进行多次弯折,最终形成具有一定截面形状的型材,也是常见的开口式型材。
2、根据不同客户需要,我司开发一种用于闭合式型材冷弯成型设备,除了要对板带进行冷弯成型外,为了提高型材的刚度和形状的精准度,在冷弯设备进行弯折后,还要对缝隙进行焊接,有的是全焊、有的是点焊,但无论哪种焊接方式,目前传统的设备无法一道工序完成,只能先利用冷弯设备进行冷弯成型,然后再将成型的型材运输到焊接工序进行焊接。
3、利用不同设备进行焊接虽然也可以,但存在以下弊端:一是效率低,更换不同设备增加了时间,降低了生产效率,而是型材从冷弯设备上取下之后,一般都会存在应力回弹的问题,有的型材产生变形,焊缝变宽,导致后期焊接不顺畅,变形大的情况下还需要进行整形后在进行焊接,总而言之,焊接后的型材尺寸难以精确控制。
技术实现思路
1、本实用新型要解决的技术问题是针对现有技术所存在的不足之处,提供一种冷弯成型自动焊接装置,该装置直接安装在冷弯成型设备的后续工序,在型材从冷弯设备上行进过程中对缝隙进行焊接,利用冷弯成型设备上的挤压辊的挤压,在确保型材未失去束缚力、未发生应力变形的情况下对缝隙进行焊接,焊接后型材形状、尺寸等精度可控,并且该装置具有调节功能,能够适用于多种不同型材成型后缝隙的焊接,将传统的两道工序合并成一道工序,缩短的型材制造时间,提升了生产效率,降低了生产成本,该装置设计合理,能够实现多方向、角度的调节,使用方便,使用效果好。
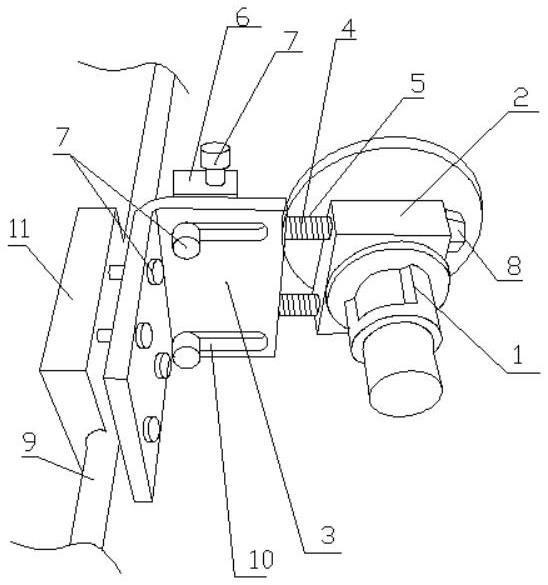
2、本实用新型的技术解决方案是,提供如下一种冷弯成型自动焊接装置,包括设置在冷弯成型设备上的焊接头,所述焊接头安装在伸缩块上,所述伸缩块通过滑动构件安装在调节支架上,所述滑动构件包括两个并列设置的导向滑杆,所述伸缩块上设有安装导向滑杆的两个第一安装孔,所述调节支架上设有压力调节块,所述压力调节块通过螺钉固定在调节支架上,所述压力调节块上设有用于安装导向滑杆的两个第二安装孔,所述压力调节块与伸缩块之间的导向滑杆上套装有压缩弹簧。
3、作为优选,所述压力调节块的侧面设有锁紧螺钉,所述导向滑杆插入压力调节块的第二安装孔后通过锁紧螺钉锁紧。
4、作为优选,所述第一安装孔和第二安装孔的孔径均大于导向滑杆的直径,所述导向滑杆临近伸缩块的一端设有限位器,所述限位器尺寸大于安装孔的孔径。
5、作为优选,所述调节支架为l型结构,包括纵向侧壁和横向侧壁,所述调节支架的纵向侧壁安装在连接杆上,纵向侧壁与背板通过螺钉连接。
6、作为优选,所述连接杆水平设置,且垂直于型材行走方向,所述连接杆为圆柱形,所述调节支架能以连接杆的中轴线为中心摆动调节,所述调节支架能沿着连接杆中轴线方向往复移动调节。
7、作为优选,所述调节支架的横向侧壁上设有长条安装孔,所述压力调节块与长条安装孔之间通过螺钉固定在调节支架的横向侧壁上。
8、采用本技术方案的有益效果:该装置直接安装在冷弯成型设备的后续工序,在型材从冷弯设备上行进过程中对缝隙进行焊接,利用冷弯成型设备上的挤压辊的挤压,在确保型材未失去束缚力、未发生应力变形的情况下对缝隙进行焊接,焊接后型材形状、尺寸等精度可控,并且该装置具有调节功能,能够适用于多种不同型材成型后缝隙的焊接,将传统的两道工序合并成一道工序,缩短的型材制造时间,提升了生产效率,降低了生产成本,该装置设计合理,能够实现多方向、角度的调节,使用方便,使用效果好。
技术特征:
1.一种冷弯成型自动焊接装置,其特征是:包括设置在冷弯成型设备上的焊接头(1),所述焊接头(1)安装在伸缩块(2)上,所述伸缩块(2)通过滑动构件安装在调节支架(3)上,所述滑动构件包括两个并列设置的导向滑杆(5),所述伸缩块(2)上设有安装导向滑杆(5)的两个第一安装孔,所述调节支架(3)上设有压力调节块(6),所述压力调节块(6)通过螺钉(7)固定在调节支架(3)上,所述压力调节块(6)上设有用于安装导向滑杆(5)的两个第二安装孔,所述压力调节块(6)与伸缩块(2)之间的导向滑杆(5)上套装有压缩弹簧(4)。
2.根据权利要求1所述的一种冷弯成型自动焊接装置,其特征是:所述压力调节块(6)的侧面设有锁紧螺钉(7),所述导向滑杆(5)插入压力调节块(6)的第二安装孔后通过锁紧螺钉(7)锁紧。
3.根据权利要求2所述的一种冷弯成型自动焊接装置,其特征是:所述第一安装孔和第二安装孔的孔径均大于导向滑杆(5)的直径,所述导向滑杆(5)临近伸缩块(2)的一端设有限位器(8),所述限位器(8)尺寸大于安装孔的孔径。
4.根据权利要求3所述的一种冷弯成型自动焊接装置,其特征是:所述调节支架(3)为l型结构,包括纵向侧壁和横向侧壁,所述调节支架(3)的纵向侧壁安装在连接杆(9)上,纵向侧壁与背板(11)通过螺钉(7)连接。
5.根据权利要求4所述的一种冷弯成型自动焊接装置,其特征是:所述连接杆(9)水平设置,且垂直于型材行走方向,所述连接杆(9)为圆柱形,所述调节支架(3)能以连接杆(9)的中轴线为中心摆动调节,所述调节支架(3)能沿着连接杆(9)中轴线方向往复移动调节。
6.根据权利要求4所述的一种冷弯成型自动焊接装置,其特征是:所述调节支架(3)的横向侧壁上设有长条安装孔(10),所述压力调节块(6)与长条安装孔(10)之间通过螺钉(7)固定在调节支架(3)的横向侧壁上。
技术总结
本技术提供了一种冷弯成型自动焊接装置,属于冷弯成型自动焊接技术领域,包括焊接头,焊接头安装在伸缩块上,伸缩块通过滑动构件安装在调节支架上,滑动构件包括两个并列设置的导向滑杆,伸缩块上设有安装导向滑杆的两个第一安装孔,调节支架上设有压力调节块,压力调节块通过螺钉固定在调节支架上,压力调节块上设有用于安装导向滑杆的两个第二安装孔,压力调节块与伸缩块之间的导向滑杆上套装有压缩弹簧。该装置在确保型材未失去束缚力、未发生应力变形的情况下对缝隙进行焊接,焊接后型材形状、尺寸等精度可控,具有调节功能,能够适用于多种不同型材成型后缝隙的焊接,缩短的型材制造时间,提升了生产效率,降低了生产成本。
技术研发人员:王宸,崔衍亮,范高令,孙洪文
受保护的技术使用者:山东华孚冷弯设备有限公司
技术研发日:20230529
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!