一种新能源电池顶盖冷镦成型模具的制作方法
本技术涉及模具,更具体地说,它涉及一种新能源电池顶盖冷镦成型模具。
背景技术:
1、顶盖在生产过程在镦29.00*29.00*0.90的台阶时,铝材料在冷镦的过程中,会向内和外同时流动,导致在a、b、c位置材料向外膨胀,落料时产生许多铝粉,压伤产品;同时在29.00*29.00*0.90的台阶周围会有一圈发亮的印子,影响产品的外观;29.00*29.00*0.90的台阶为喇叭口,影响装配效果;
2、改善前的工艺为:预冲孔-成型-整形。凹模零件采用顶端平面的形式,在镦压过程中产品周边变形严重,并且29.00*29.00*0.90的台阶为喇叭口。主要原因是在镦压时凸模零件和凹模零件压住了顶盖两平面,导致材料向内向外流动的阻力大,产品变形;整形工序材料受拉力大,不易保证尺寸;因此,为了解决上述技术问题本申请提出一种新能源电池顶盖冷镦成型模具。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的在于提供一种新能源电池顶盖冷镦成型模具。
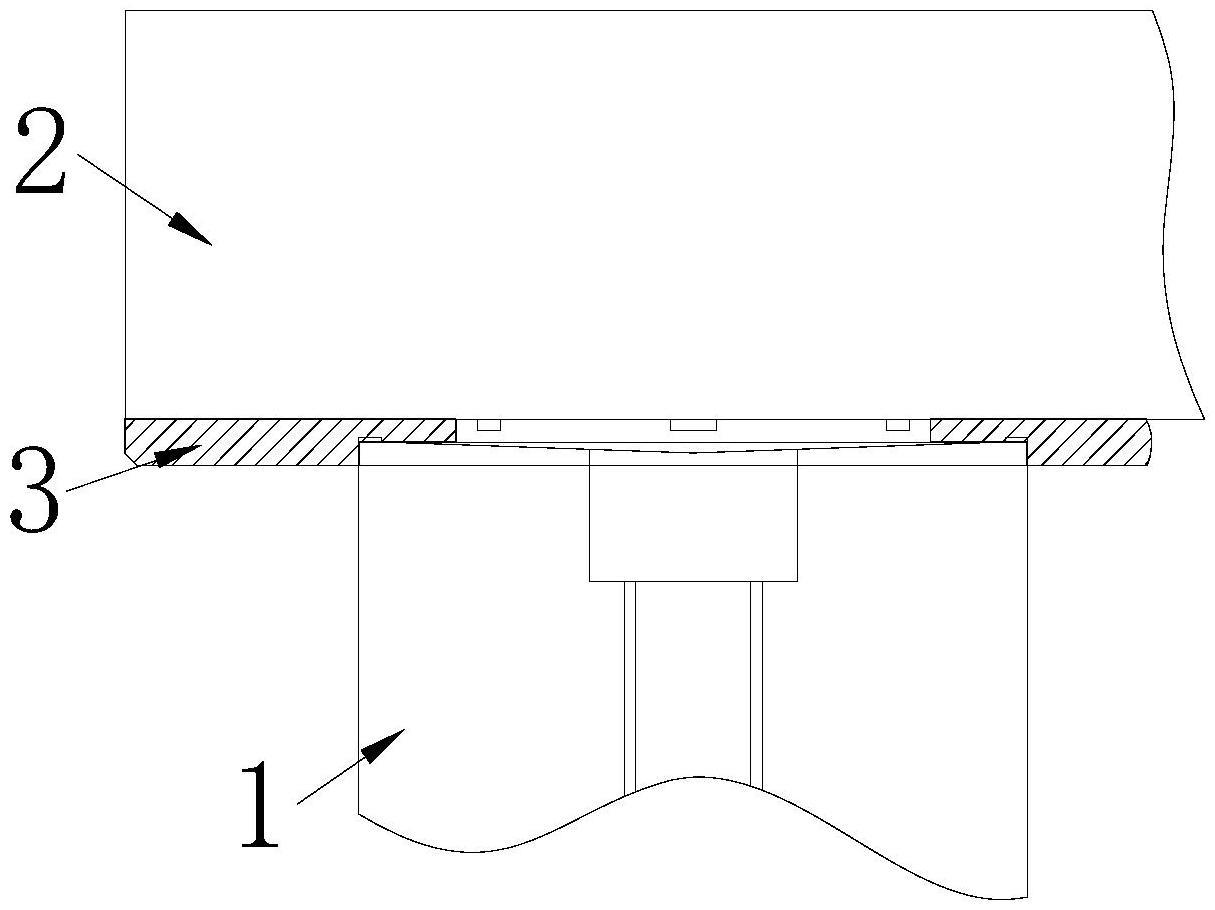
2、为实现上述目的,本实用新型提供了如下技术方案:一种新能源电池顶盖冷镦成型模具,包括凹模零件以及设置在凹模零件上方的凸模零件,在所述凹模零件的顶端边缘处固定安装压筋,并将凹模零件内部的凹槽设置为锥形槽。
3、优选地,所述凹模零件内部凹槽的锥度为2°。
4、优选地,所述压筋设置在凹模零件周边1.5mm处,且高为0.2mm。
5、与现有技术相比,本实用新型具备以下有益效果:
6、通过在凹模零件的顶端边缘处固定安装压筋,并将凹模零件内部的凹槽设置为锥形槽,改善了顶盖两端29.00*29.00*0.90的台阶口部都是垂直的,产品对称度和平面度更好,达到图纸要求;所需要的冲床吨位明显下降,节约了公司资源;模具的寿命增加,减少模具维修次数,更为实用。
7、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。本实用新型的具体实施方式由以下实施例及其附图详细给出。
技术特征:
1.一种新能源电池顶盖冷镦成型模具,包括凹模零件(1)以及设置在凹模零件(1)上方的凸模零件(2),其特征在于:在所述凹模零件(1)的顶端边缘处固定安装压筋(4),并将凹模零件(1)内部的凹槽设置为锥形槽。
2.根据权利要求1所述的一种新能源电池顶盖冷镦成型模具,其特征在于:所述凹模零件(1)内部凹槽的锥度为2°。
3.根据权利要求1所述的一种新能源电池顶盖冷镦成型模具,其特征在于:所述压筋设置在凹模零件(1)周边1.5mm处,且高为0.2mm。
技术总结
本技术公开了一种新能源电池顶盖冷镦成型模具,涉及模具技术领域,其技术方案要点是:包括凹模零件以及设置在凹模零件上方的凸模零件,在所述凹模零件的顶端边缘处固定安装压筋,并将凹模零件内部的凹槽设置为锥形槽,效果是改善了顶盖两端29.00*29.00*0.90的台阶口部都是垂直的,产品对称度和平面度更好,达到图纸要求;所需要的冲床吨位明显下降,节约了公司资源;模具的寿命增加,减少模具维修次数,更为实用。
技术研发人员:杨传斌,鲁仲建,银立
受保护的技术使用者:徐州海富轻金属科技有限公司
技术研发日:20230529
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!