一种高精度半自动化音响端盖压入设备的制作方法
本技术涉及非标自动化装配,具体为一种高精度半自动化音响端盖压入设备。
背景技术:
1、在音响装配过程中,需要将具有喇叭网的端盖部分装配至音响底座上,在该装配过程中,现有的操作方式大多采用人工进行装配,但显而易见的,人工装配效率底下,且非常依赖装配人员的熟练度,难以保证成品的质量,直接导致了产品市场竞争力的下降,而为了解决传统人工装配的问题,部分大型企业针对特定产品开发出了全自动化的装配设备,该种设备能够大幅提升装配效率,切配备有完整的质检分拣上下料系统,能够有效的保证成品的质量。
2、但对于绝大多数中小型企业而言,大型自动化设备成本过高,尤其是在生产音响这类低利率的产品时,对企业的负担过大,且中小型企业,尤其是以加工组装为主要业务的企业,其面对的产品往往更加多样化,针对特定产品或特殊类型产品的自动化生产设备也完全无法满足其实际的生产需求。
3、综上所述,目前需要一种成本较低的,能够满足中小型加工组装类企业需求的,便于应对多种产品需求的高效率半自动化端盖装配设备。
技术实现思路
1、本实用新型的目的在于提供一种高精度半自动化音响端盖压入设备,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种高精度半自动化音响端盖压入设备,包括:
4、音响定位模组,用于定位音响底座部分,所述音响定位模组包括一音响定位板,所述定位底板上设有一定位导轨,所述定位导轨上滑动安装有一音响定位基座,且所述音响定位基座通过一第一驱动装置驱动;
5、端盖定位模组,用于定位端盖部分,所述端盖定位模组与所述音响定位模组相配合,并设于所述音响定位模组上方,所述端盖定位模组包括一端盖定位板,所述端盖定位板通过一组设于两侧的第二驱动装置驱动,且所述端盖定位板对应所述音响定位基座位置上设有一端盖定位基座;
6、气缸平衡模组,用于连接所述音响定位模组以及所述端盖定位模组,所述气缸平衡模组包括数个设于所述音响定位板上的气缸平衡定位座,以及数个设于所述端盖定位板对应所述气缸平衡定位座位置上的直线轴承,且位于所述直线轴承内穿设有定位柱,所述定位柱底部与所述气缸平衡定位座相配合。
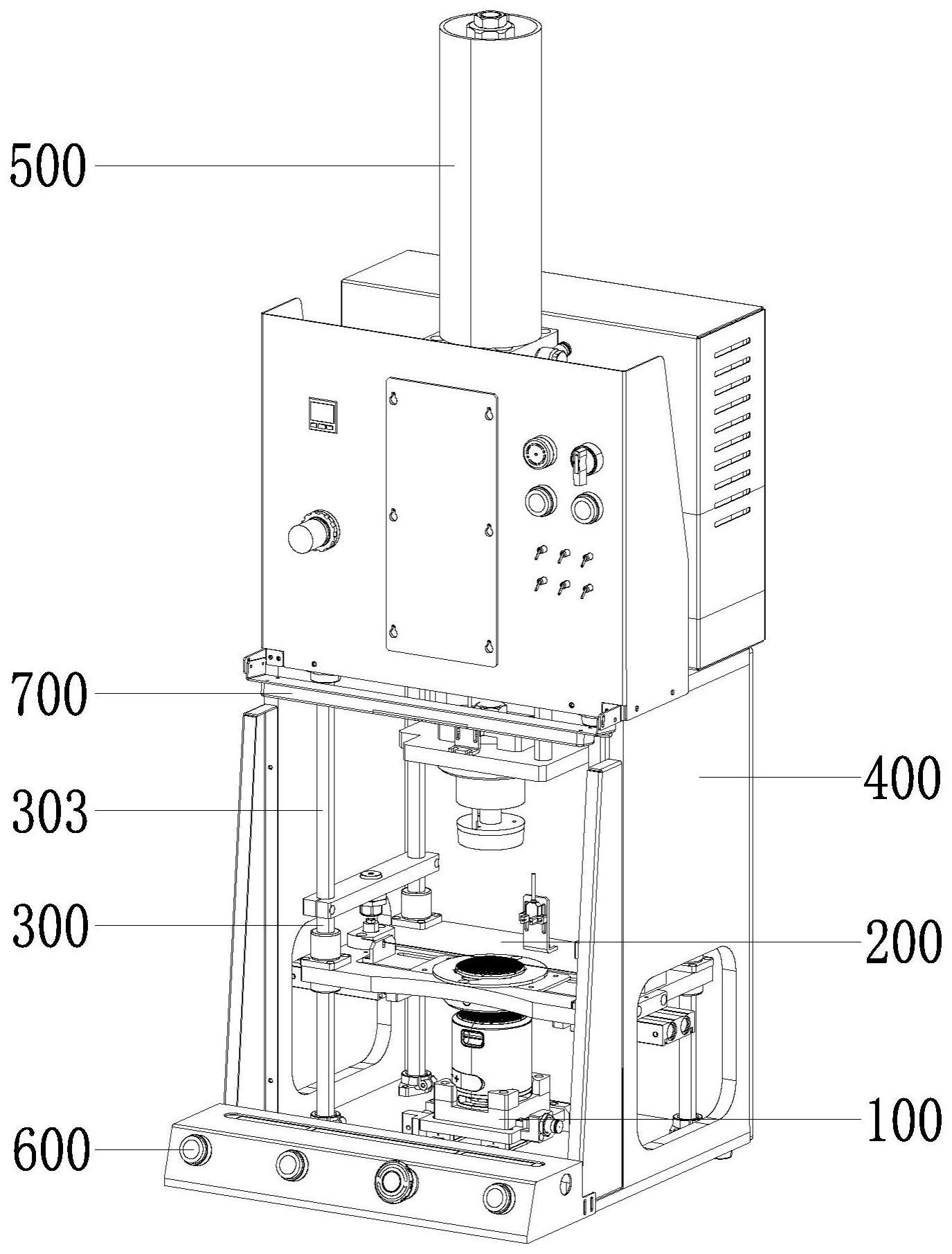
7、在本实用新型中,所述音响定位模组、端盖定位模组以及气缸平衡模组均设于一机架上,且在所述机架上位于所述音响定位模组以及所述端盖定位模组正上方还设有一压入模组,所述压入模组包括一主压入气缸,所述主压入气缸自由端设有一柔性端盖仿形压头,且所述主压入气缸自由端还设有一压力到位感应装置。
8、在本实用新型中,所述定位导轨以及所述第一驱动装置设置方向与所述第二驱动装置的驱动方向间相垂直。
9、在本实用新型中,所述定位导轨靠近所述第一驱动装置一侧设有一气缸伸出挡块,背离所述第一驱动装置一侧设有一气缸回缩挡块。
10、在本实用新型中,所述音响定位底座上开设有一音响定位槽,所述音响定位槽采用仿形设计,且位于所述音响定位槽四周还设有数个限位块。
11、在本实用新型中,所述端盖定位板上位于所述端盖定位基座两侧设有一组高度检测光纤,所述高度检测光纤间连线的中点位于所述端盖定位基座中心点的正上方。
12、在本实用新型中,所述音响定位基座与所述端盖定位基座均可根据实际需求进行更换。
13、在本实用新型中,所述第一驱动装置采用一笔形气缸,所述第二驱动装置采用一组相对设置的气缸。
14、进一步的,所述机架上还设有数个控制按钮,所述控制按钮与所述音响定位模组、端盖定位模组以及压入模组电性连接。
15、更进一步的,所述机架上还设有一安全光栅感应器。
16、与现有技术相比,本实用新型的有益效果如下:
17、本实用新型通过分别为z轴以及x轴定位的音响定位模组以及端盖定位模组相配合,实现音响底座与端盖间的定位,并进一步通过主压入气缸配合气缸平衡模组完成对音响底座与端盖间的压入装配,操作人员只需进行上下料动作即可,相较于传统人工装配节省了大量时间,且有效提升产品合格率,而相较于大型全自动化装配设备又为企业节省了大量的设备成本,更进一步的,还通过可更换的音响定位基座以及端盖定位基座,实现了多种规格产品的适配,有效提升了其适用范围,并为企业节省更多的设备成本。
技术特征:
1.一种高精度半自动化音响端盖压入设备,其特征在于,包括:
2.根据权利要求1所述的一种高精度半自动化音响端盖压入设备,其特征在于,所述音响定位模组、端盖定位模组以及气缸平衡模组均设于一机架上,且在所述机架上位于所述音响定位模组以及所述端盖定位模组正上方还设有一压入模组,所述压入模组包括一主压入气缸,所述主压入气缸自由端设有一柔性端盖仿形压头,且所述主压入气缸自由端还设有一压力到位感应装置。
3.根据权利要求1所述的一种高精度半自动化音响端盖压入设备,其特征在于,所述定位导轨以及所述第一驱动装置设置方向与所述第二驱动装置的驱动方向间相垂直。
4.根据权利要求1所述的一种高精度半自动化音响端盖压入设备,其特征在于,所述定位导轨靠近所述第一驱动装置一侧设有一气缸伸出挡块,背离所述第一驱动装置一侧设有一气缸回缩挡块。
5.根据权利要求1所述的一种高精度半自动化音响端盖压入设备,其特征在于,所述音响定位基座上开设有一音响定位槽,所述音响定位槽采用仿形设计,且位于所述音响定位槽四周还设有数个限位块。
6.根据权利要求1所述的一种高精度半自动化音响端盖压入设备,其特征在于,所述端盖定位板上位于所述端盖定位基座两侧设有一组高度检测光纤,所述高度检测光纤间连线的中点位于所述端盖定位基座中心点的正上方。
7.根据权利要求1所述的一种高精度半自动化音响端盖压入设备,其特征在于,所述音响定位基座与所述端盖定位基座均可根据实际需求进行更换。
8.根据权利要求1所述的一种高精度半自动化音响端盖压入设备,其特征在于,所述第一驱动装置采用一笔形气缸,所述第二驱动装置采用一组相对设置的气缸。
9.根据权利要求2所述的一种高精度半自动化音响端盖压入设备,其特征在于,所述机架上还设有数个控制按钮,所述控制按钮与所述音响定位模组、端盖定位模组以及压入模组电性连接。
10.根据权利要求2所述的一种高精度半自动化音响端盖压入设备,其特征在于,所述机架上还设有一安全光栅感应器。
技术总结
本技术公开了一种高精度半自动化音响端盖压入设备,包括音响定位模组,由音响定位板构成,定位底板上设有定位导轨,定位导轨上滑动安装有音响定位基座,且音响定位板通过第一驱动装置驱动;端盖定位模组,与音响定位模组相配合,并设于音响定位模组上方,包括端盖定位板,端盖定位板通过第二驱动装置驱动,且端盖定位板对应音响定位基座位置上设有端盖定位基座。本技术通过音响定位模组与端盖定位模组相配合,通过主压入气缸完成对音响底座与端盖间的压入装配,操作人员只需进行上下料动作,节省了大量时间,且有效提升产品合格率,节省了大量的设备成本。
技术研发人员:罗森,张金龙
受保护的技术使用者:东莞福摩斯托电子有限公司
技术研发日:20230529
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!