一种轴承自动化装配设备的制作方法
本技术涉及轴承装配,具体涉及一种轴承自动化装配设备。
背景技术:
1、轴承是当代机械设备中一种重要零部件,它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度,在轴承在生产加工的过程中,需要对各个组件进行装配,从而需要装配设备。
2、现有的中国专利cn213916918u,在2021年8月10日公开了轴承与轴承座装配设备,铝合金筒体的上端伸出箱体的上表面,铝合金筒体的下端伸出箱体的下表面;电磁线圈绕在芯棒上,芯棒插套在铝合金筒体中,芯棒的下端螺接固定在铝合金筒体上;轴承座插套在凹窝中,轴承座的下表面压在底板上,轴承座的中心孔插套在铝合金筒体上,轴承插套在铝合金筒体上;顶出汽缸固定在下支架上,顶出汽缸的活塞杆上固定有顶出板,顶杆的下端固定在顶出板上,顶杆的上端固定有顶出块,顶出块的中心孔插套在铝合金筒体上,顶杆插套在箱体上的预设孔中。上述专利中利用电磁线圈对轴承座进行了加热,轴承压入轴承座更容易,轴承与轴承座之间冷却后结合更为牢固,然而上述装置在使用过程中,需要人工手动操作,不仅劳动强度高,而且在批量产生时,工作效率低,当需要加工不同型号尺寸的轴承时,需要更换对应凹槽的箱体,使用极为不便的问题,因此,需要进一步的完善。
技术实现思路
1、本实用新型的目的在于提供一种轴承自动化装配设备,以解决上述背景技术中提出现有的轴承与轴承座装配设备,在使用过程中,需要人工手动操作,不仅劳动强度高,而且在批量产生时,工作效率低,当需要加工不同型号尺寸的轴承时,需要更换对应凹槽的箱体,使用极为不便的问题。
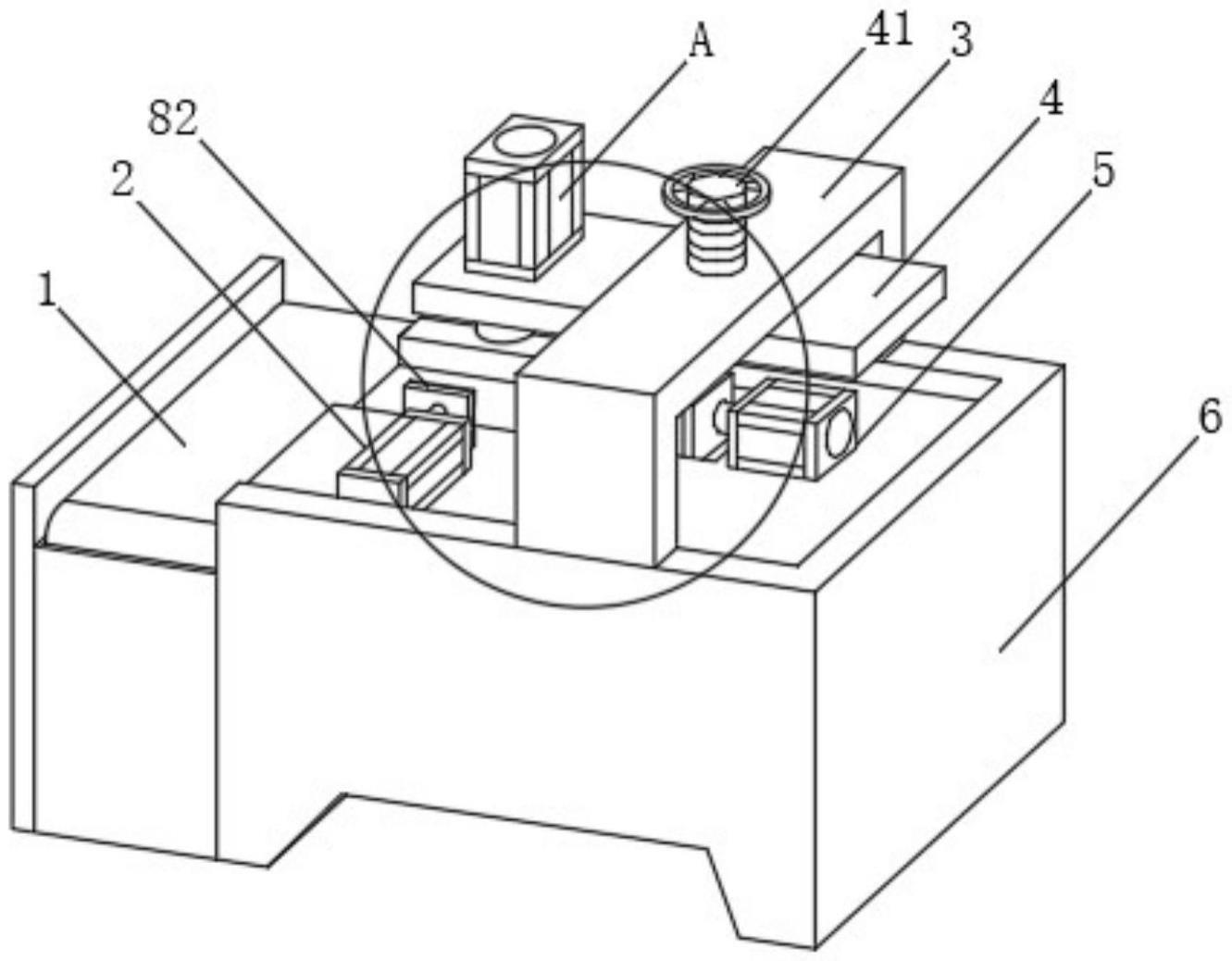
2、为实现上述目的,本实用新型提供如下技术方案:一种轴承自动化装配设备,包括u型支撑架和装配工台,所述u型支撑架安装连接在装配工台的上端中间位置上,所述u型支撑架的上端设置有调节组件,所述调节组件的上端左侧设置有第三气缸,所述第三气缸的底端端头处设置有冲压头,所述装配工台的内侧左端设置有第一气缸,所述第一气缸的前端端头处设置有夹持组件,所述装配工台的上端右侧设置有第二气缸,所述第二气缸的前端端头处设置有推送板,所述装配工台的前端外侧设置有输送带。
3、其中,所述夹持组件包括螺纹连接套、连接钢板、夹紧板和u型凹槽,所述连接钢板后端设置有螺纹连接套,所述连接钢板前端设置有夹紧板,所述夹紧板上端设置有u型凹槽,所述连接钢板通过螺纹连接套连接在第一气缸的输出杆上。
4、其中,所述调节组件包括螺纹圆杆、开口、支撑钢板和调节转盘,所述支撑钢板上端设置有螺纹圆杆,所述螺纹圆杆外侧一周设置有调节转盘,所述支撑钢板前端设置有开口,所述支撑钢板通过螺纹圆杆连接在u型支撑架上。
5、其中,所述u型支撑架和调节组件通过螺纹旋转的方式连接安装,且所述调节组件连接在u型支撑架的下端位置上。
6、其中,所述第一气缸和夹持组件通过套接的方式连接安装,且所述夹持组件连接在第一气缸的前端端头处位置上。
7、其中,所述u型支撑架和装配工台通过焊接的方式连接安装,且所述u型支撑架连接在装配工台的上端中间位置上。
8、综上所述,由于采用了上述技术,本实用新型的有益效果是:
9、1、本实用新型中,通过夹持组件和第一气缸配合使用,可对不同直径大小的轴承进行夹持,安装夹持组件时,首先,将连接钢板后端的螺纹连接套套连在第一气缸输出杆上,而套连的同时转动螺纹连接套,使其旋转连接在输出杆上,这样通过螺纹旋转的方式连接安装,使得在安装的时候更加便利,且后续便于拆卸,当使用时,第一气缸输出杆顶动连接钢板前端的夹紧板,使夹紧板紧紧对轴承侧边进行顶压夹持,而夹持时,夹紧板的端面设有u型凹槽,通过u型凹槽可贴服与轴承的外壁,使其在夹持时更加紧密牢靠不易滑动,而利用气缸进行顶夹,使其在使用时,可适应与不同直径大小的轴承,以便更好的进行夹持。
10、2、本实用新型中,通过调节组件和u型支撑架配合使用,可根据需求进行调节冲压的力度,安装调节组件时,首先,通过螺纹圆杆旋转连接在u型支撑架上,通过支撑钢板上端左侧的开口便于安装连接第三气缸,当使用时,可根据轴承的大小进行调节冲压的力度,而调节力度时,首先,转动调节转盘,使调节转盘带动螺纹圆杆转动,当螺纹圆杆转动时,从而带动支撑钢板随之上升或下降,而支撑钢板上升或下降从而改变第三气缸的高度,当第三气缸的高度变化时,从而改变冲压的间距,因此,间距发生变化后,从而改变冲压的力度。
技术特征:
1.一种轴承自动化装配设备,包括u型支撑架(3)和装配工台(6),其特征在于:所述u型支撑架(3)安装连接在装配工台(6)的上端中间位置上,所述u型支撑架(3)的上端设置有调节组件(4),所述调节组件(4)的上端左侧设置有第三气缸(9),所述第三气缸(9)的底端端头处设置有冲压头(10),所述装配工台(6)的内侧左端设置有第一气缸(2),所述第一气缸(2)的前端端头处设置有夹持组件(8),所述装配工台(6)的上端右侧设置有第二气缸(5),所述第二气缸(5)的前端端头处设置有推送板(7),所述装配工台(6)的前端外侧设置有输送带(1)。
2.根据权利要求1所述的一种轴承自动化装配设备,其特征在于:所述夹持组件(8)包括螺纹连接套(81)、连接钢板(82)、夹紧板(83)和u型凹槽(84),所述连接钢板(82)后端设置有螺纹连接套(81),所述连接钢板(82)前端设置有夹紧板(83),所述夹紧板(83)上端设置有u型凹槽(84),所述连接钢板(82)通过螺纹连接套(81)连接在第一气缸(2)的输出杆上。
3.根据权利要求1所述的一种轴承自动化装配设备,其特征在于:所述调节组件(4)包括螺纹圆杆(41)、开口(42)、支撑钢板(43)和调节转盘(44),所述支撑钢板(43)上端设置有螺纹圆杆(41),所述螺纹圆杆(41)外侧一周设置有调节转盘(44),所述支撑钢板(43)前端设置有开口(42),所述支撑钢板(43)通过螺纹圆杆(41)连接在u型支撑架(3)上。
4.根据权利要求1所述的一种轴承自动化装配设备,其特征在于:所述u型支撑架(3)和调节组件(4)通过螺纹旋转的方式连接安装,且所述调节组件(4)连接在u型支撑架(3)的下端位置上。
5.根据权利要求1所述的一种轴承自动化装配设备,其特征在于:所述第一气缸(2)和夹持组件(8)通过套接的方式连接安装,且所述夹持组件(8)连接在第一气缸(2)的前端端头处位置上。
6.根据权利要求1所述的一种轴承自动化装配设备,其特征在于:所述u型支撑架(3)和装配工台(6)通过焊接的方式连接安装,且所述u型支撑架(3)连接在装配工台(6)的上端中间位置上。
技术总结
本技术公开了一种轴承自动化装配设备,包括U型支撑架和装配工台,所述U型支撑架安装连接在装配工台的上端中间位置上,本技术中,通过夹持组件和第一气缸配合使用,可对不同直径大小的轴承进行夹持,将螺纹连接套套连在第一气缸输出杆上,而套连的同时转动螺纹连接套,使其旋转连接在输出杆上,这样通过螺纹连接安装,使得安装更加便利,使用时,第一气缸输出杆顶动连接钢板前端的夹紧板,使夹紧板紧紧对轴承侧边进行顶压夹持,而夹持时,夹紧板的端面设有U型凹槽,通过U型凹槽可贴服与轴承的外壁,使其在夹持时更加紧密牢靠不易滑动,而利用气缸进行顶夹,使其在使用时,可适应与不同直径大小的轴承,以便更好的进行夹持。
技术研发人员:贺磊,程俊
受保护的技术使用者:江苏世冠自动化设备有限公司
技术研发日:20230530
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!