一种消音器焊接用快速更换工装的制作方法
本技术涉及消声器焊接,特别是涉及一种消音器焊接用快速更换工装。
背景技术:
1、汽车噪音大致可分为发动机噪音、传动噪音和轮胎噪音等,其中发动机噪音是主要的噪音源,它对整车噪音起着决定性影响,而发动机的排气噪音又是汽车室外噪音的主要噪音源。为了降低其影响,汽车都安装有排气消音器。
2、消音器的结构主要包括外筒、安装在外筒内的内芯、焊接在外筒两端的端盖、焊接在端盖上的进气管和排气管。内芯包括立板以及若干消音管,内芯通过压装机构压装在外筒内,立板与外筒过盈配合,在内芯压装在外筒之后,再将端盖扣合在外筒的端部,端盖与外筒的端部过盈配合,端盖与外筒进行焊接,最后将进气管和排气管分别与端盖进行焊接。目前,针对圆形的外筒与端盖进行焊接时,通过夹具夹持外筒的底部,焊枪的位置是固定的,夹具带动外筒转动,在外筒的一端与端盖焊接完成后,将外筒翻转180度,再对外筒的另一端与端盖进行焊接。整个过程中,翻转外筒的过程需要人工操作,耗时长,影响焊接效率。
技术实现思路
1、针对上述现有技术的不足,本专利申请所要解决的技术问题是如何提供一种带有双工位,稳定性高,能够提高焊接效率的消音器焊接用快速更换工装。
2、为了解决上述技术问题,本实用新型采用了如下的技术方案:
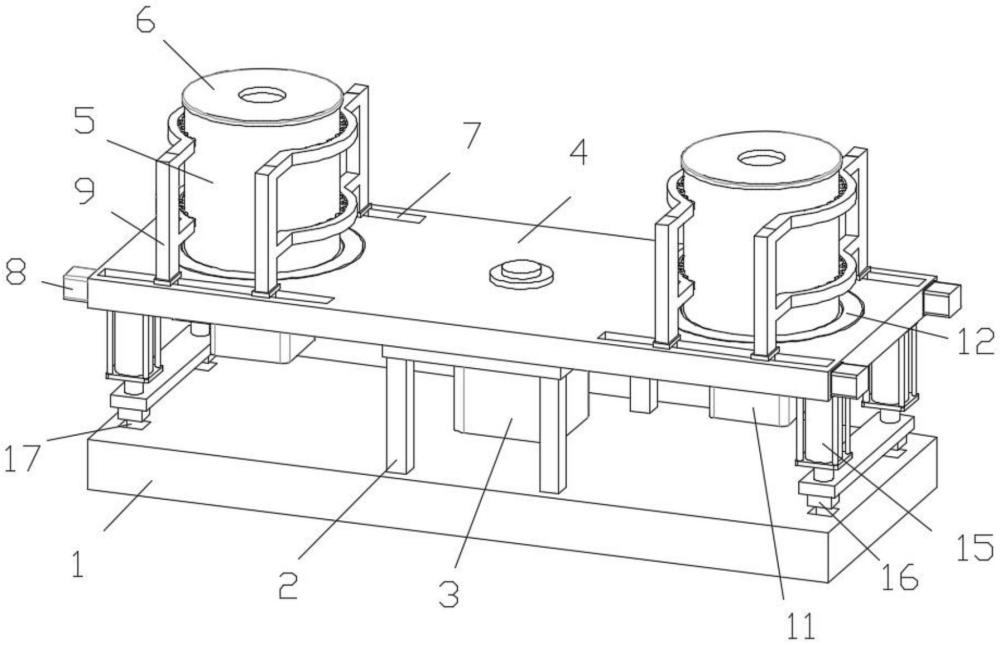
3、一种消音器焊接用快速更换工装,包括工装底板,所述工装底板上固定安装有支架,所述支架上固定安装有旋转电机,所述旋转电机的输出轴穿过支架与工装顶板固定连接,所述工装顶板的两端为焊接工位;
4、所述工装顶板的两端均安装有用于对外筒进行夹持的夹持结构,所述工装顶板的两端均安装有用于带动外筒转动的旋转结构,所述工装顶板的两端向下还安装有角度锁定结构。
5、这样,将外筒放置在旋转结构上,利用夹持结构对外筒进行夹持,角度锁定结构对工装顶板的角度进行锁定,端盖过盈配合在外筒上,焊枪对外筒与端盖进行焊接,焊接的过程中,旋转结构带动外筒转动,通过夹持结构的设置,提高外筒转动的稳定性,在焊接完成后,角度锁定结构解锁,旋转电机带动工装顶板转动180度,角度锁定结构对工装顶板的角度进行锁定,再对另外一个焊接工位的外筒和端盖进行焊接即可。其中一个焊接工位处于焊接状态时,另外一个焊接工位处于上下料状态或者转动外筒180度状态,能够提高焊接效率。
6、优选的,所述夹持结构包括两根双向螺杆,所述工装顶板的两侧开设有安装槽,所述双向螺杆通过轴承安装在安装槽内,所述双向螺杆的两端分别螺纹连接有螺母块,所述工装顶板的外侧对应双向螺杆固定安装有伺服电机,所述伺服电机的输出轴穿过工装顶板与双向螺杆的一端固定连接,两根双向螺杆上正对的螺母块与夹持架固定连接,所述夹持架正对向外凹陷形成圆弧夹持段。伺服电机带动双向螺杆转动,在螺母块的作用下,带动两个夹持架相互靠近,利用圆弧夹持段对外筒进行夹持。在焊接结束后,伺服电机反向转动即可带动两个夹持架相互远离,将外筒取下即可。
7、优选的,所述圆弧夹持段通过轮架安装有若干滚轮,所述滚轮的轴线竖向设置。减少圆弧夹持段与外筒之间的摩擦力,使得外筒转动更加顺滑稳定。
8、优选的,所述旋转结构包括固定安装在工装顶板下端的驱动电机,所述驱动电机的输出轴向上穿过工装顶板且固定有转盘,所述工装顶板正对转盘开始有让位槽,所述转盘上设置有安装槽,所述安装槽的槽侧表面设置有凹槽,所述凹槽内固定有磁铁。驱动电机带动转盘转动,外筒为铁壳,外筒插入安装槽内,通过磁铁进行吸附,实现外筒随转盘同步转动。
9、优选的,所述角度锁定结构包括固定安装在工装顶板下端两侧的锁定气缸,所述锁定气缸的活塞杆向下设置且通过连接板固定安装有锁定块,所述工装底板上开设有能够与锁定块插接配合的锁定槽。锁定气缸的活塞杆伸出,带动锁定块插入锁定槽内,实现工装顶板的角度锁定。
10、综上,本消音器焊接用快速更换工装具有带有双工位,稳定性高,能够提高焊接效率的优点。
技术特征:
1.一种消音器焊接用快速更换工装,其特征在于,包括工装底板(1),所述工装底板上固定安装有支架(2),所述支架上固定安装有旋转电机(3),所述旋转电机的输出轴穿过支架与工装顶板(4)固定连接,所述工装顶板的两端为焊接工位;
2.根据权利要求1所述的一种消音器焊接用快速更换工装,其特征在于,所述夹持结构包括两根双向螺杆,所述工装顶板的两侧开设有安装槽(7),所述双向螺杆通过轴承安装在安装槽内,所述双向螺杆的两端分别螺纹连接有螺母块,所述工装顶板的外侧对应双向螺杆固定安装有伺服电机(8),所述伺服电机的输出轴穿过工装顶板与双向螺杆的一端固定连接,两根双向螺杆上正对的螺母块与夹持架(9)固定连接,所述夹持架正对向外凹陷形成圆弧夹持段。
3.根据权利要求2所述的一种消音器焊接用快速更换工装,其特征在于,所述圆弧夹持段通过轮架安装有若干滚轮(10),所述滚轮的轴线竖向设置。
4.根据权利要求1所述的一种消音器焊接用快速更换工装,其特征在于,所述旋转结构包括固定安装在工装顶板下端的驱动电机(11),所述驱动电机的输出轴向上穿过工装顶板且固定有转盘(12),所述工装顶板正对转盘开始有让位槽,所述转盘上设置有安装槽,所述安装槽的槽侧表面设置有凹槽,所述凹槽内固定有磁铁。
5.根据权利要求1所述的一种消音器焊接用快速更换工装,其特征在于,所述角度锁定结构包括固定安装在工装顶板下端两侧的锁定气缸(15),所述锁定气缸的活塞杆向下设置且通过连接板固定安装有锁定块(16),所述工装底板上开设有能够与锁定块插接配合的锁定槽(17)。
技术总结
本技术公开了一种消音器焊接用快速更换工装,包括工装底板,所述工装底板上固定安装有支架,所述支架上固定安装有旋转电机,所述旋转电机的输出轴穿过支架与工装顶板固定连接,所述工装顶板的两端为焊接工位;所述工装顶板的两端均安装有用于对外筒进行夹持的夹持结构,所述工装顶板的两端均安装有用于带动外筒转动的旋转结构,所述工装顶板的两端向下还安装有角度锁定结构。本消音器焊接用快速更换工装具有带有双工位,稳定性高,能够提高焊接效率的优点。
技术研发人员:杨卫,张志刚,孙浩,张宝振
受保护的技术使用者:北京海斯特科技有限公司
技术研发日:20230531
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!