一种无缝管随动挤压工装的制作方法
本技术涉及无缝管挤压成型,更具体地说,涉及一种无缝管随动挤压工装。
背景技术:
1、由于200筒的筒径较小,无法采用穿孔系统挤压,通常采用随动挤压方式。
2、现有的铝合金无缝管随动挤压工装如图1所示,主要包括挤压筒6、挤压轴5、挤压垫4、随动针3、管模2和模支撑1,其中管模2套设于模支撑1内,挤压轴5设于挤压筒6内,随动针3与挤压轴5螺纹连接。
3、挤压时,挤压轴5推动推动挤压垫4和空心铸锭01沿挤压筒6的轴线方向水平移动,使随动针3移动至管模2内,利用随动针3和管模2分别形成无缝管的内、外型面;挤压完成后,挤压轴5带动随动针3后退,逐次脱离管材内壁、残料和挤压垫4;最后,剪切残料和挤压垫4,完成加压过程。
4、上述工作过程中,随动针3始终承受较强的工作摩擦力,若对随动针3进行润滑,有利于延长随动针3的使用寿命,但油污容易渗入管材表面,导致管材的内表面质量较差,且油污后期难以清除,严重影响了管材质量;
5、若不对随动针3进行润滑,随动针3则容易带动残料和挤压垫4一同后退,无法正常分离,严重影响下一次挤压过程。
6、综上所述,如何提高无缝管的随动挤压质量,是目前本领域技术人员亟待解决的问题。
技术实现思路
1、有鉴于此,本实用新型的目的是提供一种无缝管随动挤压工装,随动针的成型段和挤压垫接触面之间设有过渡斜面,且上述两工作面的表面粗糙度均小于ra0.1,实现了随动针的无润滑自动脱模,保证了管材加工质量。
2、为了实现上述目的,本实用新型提供如下技术方案:
3、一种无缝管随动挤压工装,包括管模、与所述管模同轴设置的挤压轴、与所述挤压轴同轴设置的随动针以及套设于所述随动针外的挤压垫,所述随动针的成型段和所述随动针的挤压垫接触面之间设有过渡斜面,所述成型段的外周面和所述挤压垫接触面二者的表面粗糙度均小于或等于ra0.1。
4、优选的,所述管模的管模斜面设有若干个第一摩擦槽,以增强所述管模与残料之间的摩擦力和粘连力。
5、优选的,所述第一摩擦槽包括若干个第一环形槽和若干个沿径向方向设置的第一扇形槽,所述第一环形槽的圆心均位于所述管模的轴线上。
6、优选的,所述第一扇形槽沿所述管模的圆周方向均匀设置。
7、优选的,所述挤压垫接触面的长度小于或等于20mm。
8、优选的,所述挤压垫相对靠近残料的端面设有若干个第二摩擦槽,以增强所述挤压垫与所述残料之间的摩擦力和粘连力。
9、优选的,所述第二摩擦槽包括若干个第二环形槽和若干个沿径向方向设置的第二扇形槽,所述第二环形槽的圆心均位于所述挤压垫的轴线上。
10、优选的,所述第二扇形槽沿所述挤压垫的圆周方向均匀设置。
11、本实用新型提供的无缝管随动挤压工装,随动针的成型段和挤压垫接触面之间设有过渡斜面,相比于原有的圆弧过渡,减小了随动针与残料等接触面积,方便了随动针的退针,且上述两工作面均进行表面抛光处理,表面粗糙度大幅降低,有效地减小了管材与随动针之间的摩擦力,实现了随动针的无润滑自动脱模,既保证了管材的加工质量,又有利于延长随动针的工作寿命。
技术特征:
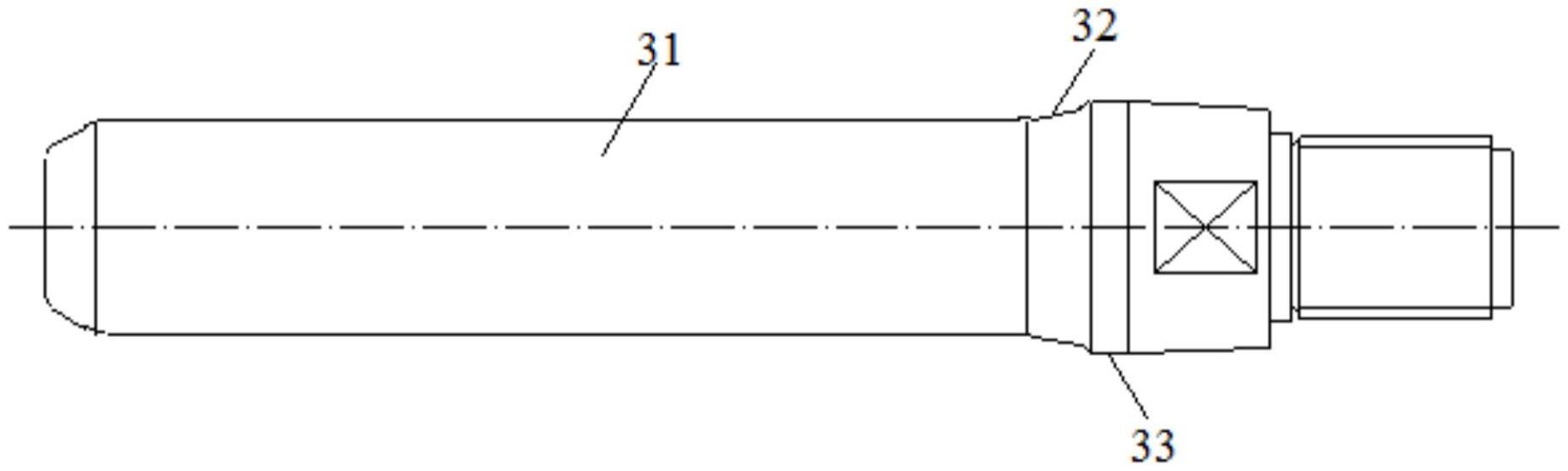
1.一种无缝管随动挤压工装,其特征在于,包括管模(2)、与所述管模(2)同轴设置的挤压轴(5)、与所述挤压轴(5)同轴设置的随动针(3)以及套设于所述随动针(3)外的挤压垫(4),所述随动针(3)的成型段(31)和所述随动针(3)的挤压垫接触面(33)之间设有过渡斜面(32),所述成型段(31)的外周面和所述挤压垫接触面(33)二者的表面粗糙度均小于或等于ra0.1。
2.根据权利要求1所述的无缝管随动挤压工装,其特征在于,所述管模(2)的管模斜面设有若干个第一摩擦槽,以增强所述管模(2)与残料之间的摩擦力和粘连力。
3.根据权利要求2所述的无缝管随动挤压工装,其特征在于,所述第一摩擦槽包括若干个第一环形槽(21)和若干个沿径向方向设置的第一扇形槽(22),所述第一环形槽(21)的圆心均位于所述管模(2)的轴线上。
4.根据权利要求3所述的无缝管随动挤压工装,其特征在于,所述第一扇形槽(22)沿所述管模(2)的圆周方向均匀设置。
5.根据权利要求1-4任一项所述的无缝管随动挤压工装,其特征在于,所述挤压垫接触面(33)的长度小于或等于20mm。
6.根据权利要求1-4任一项所述的无缝管随动挤压工装,其特征在于,所述挤压垫(4)相对靠近残料的端面设有若干个第二摩擦槽,以增强所述挤压垫(4)与所述残料之间的摩擦力和粘连力。
7.根据权利要求6所述的无缝管随动挤压工装,其特征在于,所述第二摩擦槽包括若干个第二环形槽(42)和若干个沿径向方向设置的第二扇形槽(43),所述第二环形槽(42)的圆心均位于所述挤压垫(4)的轴线上。
8.根据权利要求7所述的无缝管随动挤压工装,其特征在于,所述第二扇形槽(43)沿所述挤压垫(4)的圆周方向均匀设置。
技术总结
本技术涉及无缝管挤压成型技术领域,公开了一种无缝管随动挤压工装,包括管模、与管模同轴设置的挤压轴、与挤压轴同轴设置的随动针以及套设于随动针外的挤压垫,随动针的成型段和随动针的挤压垫接触面之间设有过渡斜面,成型段的外周面和挤压垫接触面二者的表面粗糙度均小于或等于Ra0.1。相比于原有的圆弧过渡,过渡斜面减小了随动针与残料等接触面积,方便了随动针的退针;成型段和挤压垫接触面均进行表面抛光处理,表面粗糙度大幅降低,有效地减小了管材与随动针之间的摩擦力,实现了随动针的无润滑自动脱模,既保证了管材的加工质量,又有利于延长随动针的工作寿命。
技术研发人员:陈云,郑旭,罗勇,张晓英
受保护的技术使用者:西南铝业(集团)有限责任公司
技术研发日:20230531
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!