一种带孔碗形塞的压装工装的制作方法
本技术属于密封零部件加工,尤其是涉及一种带孔碗形塞的压装工装。
背景技术:
1、碗形塞是一种常规的密封件,通常用于密封容器开口或管道开口,具有良好的密封性能。随着需求的变化,市面上出现了带孔碗形塞(如图1所示),带孔碗形塞是在常规的碗形塞本体上增设一个中心孔,同时具有碗形塞的密封功能和通孔的通气或流体导通功能,带孔碗形塞的成型工艺包括冲压下料、冲压拉深成型和冲小孔三个步骤,具体为:先在金属板上冲压得到圆形片体,然后将圆形片体冲压拉深形成碗形塞,最后在碗形塞的中心冲制中心孔。
2、为了加快带孔碗形塞的生产效率,现将带孔碗形塞的成型工艺缩短为冲压下料、冲压拉深成型两个步骤,具体为:先在金属板上冲压得到带中心孔的圆形片体,然后将带中心孔的圆形片体冲压拉深形成带孔碗形塞,在实际生产的过程中我们发现,按照上述的成型工艺制备得到的带孔碗形塞,其中心孔会呈椭圆形,主要是因为在拉深过程中金属材料流动不均导致的。而椭圆形的中心孔的孔径具有长径和短径,长径偏规格上限,短径偏规格下限,若短径小于产品尺寸规格的下限,将影响后续组装作业,存在一定的不良率。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种带孔碗形塞的压装工装,有助于提高良率。
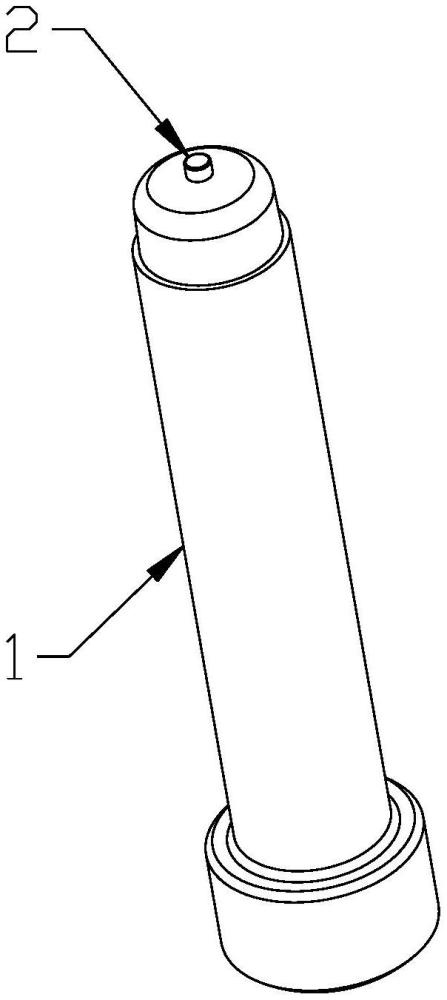
2、本实用新型解决上述技术问题所采用的技术方案为:一种带孔碗形塞的压装工装,包括用于冲压的棒体,所述的棒体的顶部呈碗状,所述的棒体顶端的中心设置有定位柱。
3、作为优选,所述的定位柱与所述的棒体可拆卸连接。
4、作为优选,所述的棒体顶端的中心设置有安装孔和与所述的安装孔相匹配的棒芯,所述的棒芯与所述的安装孔插装配合,所述的定位柱固定设置在所述的棒芯的顶端,所述的棒芯的直径大于所述的定位柱的直径。
5、作为优选,所述的棒体的底面设置有限位槽,所述的安装孔的一端与所述的限位槽的槽底连通,所述的棒芯的底部设置有限位块,所述的限位块嵌入到所述的限位槽内。
6、作为优选,所述的限位块的高度大于所述的限位槽的深度。
7、作为优选,所述的棒芯的直径小于等于所述的棒体碗口直径的2/5。
8、作为优选,所述的棒体顶端的中心设置有螺孔,所述的定位柱的底端设置有螺纹柱,所述的螺纹柱与所述的螺孔螺纹配合。
9、作为优选,所述的定位柱的侧面从顶端向底端并向外倾斜设置。
10、与现有技术相比,本实用新型的优点在于本压装工装是在现有的棒体的顶部增设定位柱,在冲压拉深成型的过程中,定位柱先伸入到圆形片体上的中心孔内,然后棒体压到圆形片体上并使圆形片体发生形变,该过程中定位柱始终位于中心孔内,避免因金属材料流动不均导致中心孔的最小孔径小于产品尺寸规格下限,可靠性较好,有助于提高良率。
技术特征:
1.一种带孔碗形塞的压装工装,包括用于冲压的棒体,所述的棒体的顶部呈碗状,其特征在于所述的棒体顶端的中心设置有定位柱。
2.根据权利要求1所述的一种带孔碗形塞的压装工装,其特征在于所述的定位柱与所述的棒体可拆卸连接。
3.根据权利要求2所述的一种带孔碗形塞的压装工装,其特征在于所述的棒体顶端的中心设置有安装孔和与所述的安装孔相匹配的棒芯,所述的棒芯与所述的安装孔插装配合,所述的定位柱固定设置在所述的棒芯的顶端,所述的棒芯的直径大于所述的定位柱的直径。
4.根据权利要求3所述的一种带孔碗形塞的压装工装,其特征在于所述的棒体的底面设置有限位槽,所述的安装孔的一端与所述的限位槽的槽底连通,所述的棒芯的底部设置有限位块,所述的限位块嵌入到所述的限位槽内。
5.根据权利要求4所述的一种带孔碗形塞的压装工装,其特征在于所述的限位块的高度大于所述的限位槽的深度。
6.根据权利要求3所述的一种带孔碗形塞的压装工装,其特征在于所述的棒芯的直径小于等于所述的棒体碗口直径的2/5。
7.根据权利要求2所述的一种带孔碗形塞的压装工装,其特征在于所述的棒体顶端的中心设置有螺孔,所述的定位柱的底端设置有螺纹柱,所述的螺纹柱与所述的螺孔螺纹配合。
8.根据权利要求1所述的一种带孔碗形塞的压装工装,其特征在于所述的定位柱的侧面从顶端向底端并向外倾斜设置。
技术总结
本技术公开了一种带孔碗形塞的压装工装,包括用于冲压的棒体,所述的棒体的顶部呈碗状,所述的棒体顶端的中心设置有定位柱;优点是有助于提高良率。
技术研发人员:王荣杰,丁宇敏,胡慧,姚胤刚
受保护的技术使用者:舟山市7412工厂
技术研发日:20230606
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!