一种新能源锂电池壳体的辅助焊接工装的制作方法
本技术涉及金属加工,具体为一种新能源锂电池壳体的辅助焊接工装。
背景技术:
1、锂电池外壳是一种用铝合金材料制造出来的,主要应用于方型锂电池上,锂电池采用铝壳包装的原因在于它的轻重量与比钢壳更安全上,合金材料构造有着显著的安全性能考虑,这种安全性能可以用材质厚度与鼓胀系数来表示,同样容量的锂电池之所以比钢壳的轻,就是因为铝壳可以做的更薄,从锂电池的工作机理来看,充电时,锂离子脱嵌,正极体积膨胀;放电时,锂离子从正极嵌入,负极膨胀;都会造成实体膨胀,通过适当的合金配方可以降低鼓胀系数,从最坏的结果来看,即使电池万一出现爆炸,锂电池铝壳也比钢壳的迸发力弱得多,因而造成的危害更低。
2、金属焊接是一种连接金属的制造或雕塑过程,焊接过程中,工件和焊料熔化或不熔化,形成材料直接的连接焊缝,这一过程中,通常还需要施加压力来接合焊件,焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等,除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空,无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施,焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。
3、在锂电池外壳的生产过程中,壳体通常会采用开板、刨边、折弯、焊接、打磨等一系列工艺进行成型,而焊接和打磨为了适配各种不同长度,不同焊法的封边,通常会采用人工操作的方式进行生产,但焊接的过程中工人长时间的手持焊枪进行焊接,对手部的负载严重,长时间会导致手部不稳,影响焊接的质量,同时焊接的过程中,各个型材与焊点的距离不同,所接收热量也不同,会导致各个型材的温度产生差异,变形大的型材会挤压变形小的型材,同时变形小的型材会阻碍变形大的型材,该相互影响的过程会产生铝型材的弯曲变形,需要在生产结束后进行复原,生产速度较慢,为此,我们提出一种新能源锂电池壳体的辅助焊接工装。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种新能源锂电池壳体的辅助焊接工装,解决了上述背景技术中提出的问题。
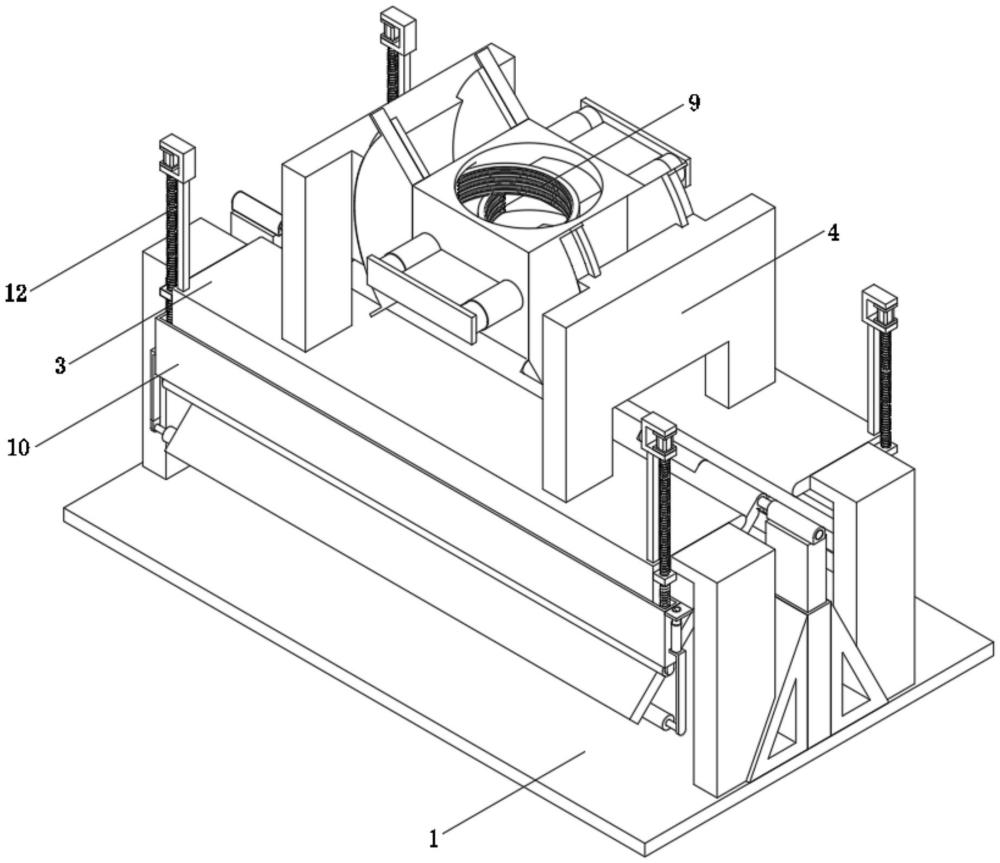
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种新能源锂电池壳体的辅助焊接工装,包括底板,所述底板的上方固定安装有两个l形架,两个所述l形架的顶面靠近左右侧的位置分别固定安装有支撑板,两个所述支撑板之间设置有夹持块,所述夹持块的左右侧面分别固定连接有第一限位片和第二限位片,所述夹持块的内部设置有夹持片,所述夹持片的外侧固定连接有连接片,所述夹持块的外侧通过夹持弹簧连接连接片。
3、可选的,所述l形架低端的外部活动套装有活动套,所述l形架的左右侧活动套装有螺纹柱,所述l形架的内部靠近左右侧的位置活动套装有位于螺纹柱内侧的限位杆,所述限位杆的顶端固定安装有伺服电机,所述伺服电机的输出轴和螺纹柱的顶端固定连接,所述活动套的下方连接有支撑轮。
4、可选的,所述底板的顶面靠近左右侧的位置固定安装有伸缩柱,两个所述伸缩柱输出轴的顶端固定安装有支撑杆,所述支撑杆的外部活动套装有定位片。
5、可选的,所述第二限位片活动套装在支撑板的内部,所述第一限位片的外侧和支撑板的内侧贴合。
6、可选的,所述夹持片呈一百八十度弧形,所述夹持片的内侧开设有摩擦纹。
7、可选的,所述支撑轮的外侧固定连接有收缩弹簧,所述收缩弹簧的底端固定连接有支撑架,所述支撑架的外部活动套装有收缩轮。
8、本实用新型提供了一种新能源锂电池壳体的辅助焊接工装,具备以下有益效果:
9、1、该新能源锂电池壳体的辅助焊接工装,通过夹持块的设置,利用限位片和限位片的配合,能使夹持块在两个支撑板之间进行一定角度的转动,能保证在焊接的过程中焊枪的任意活动,同时夹持块的内部连接片和夹持片与夹持弹簧的配合,能在夹持焊枪的同时,使焊枪有一定的活动范围,能有效减缓长时间焊接工人手部的工作量同时保证了焊枪活动的稳定性。
10、2、该新能源锂电池壳体的辅助焊接工装,通过在底板的上方通过伸缩柱和支撑杆支撑两个定位片,同时在l形架靠近底部的外侧活动套装活动套,使l形架的两端位置通过螺纹柱和伺服电机与限位杆连接活动套,同时在活动套的外部利用收缩弹簧连接支撑架和收缩轮,支撑轮和收缩轮的配合能进行稳定控制定位片,同时利用定位片和l形架的配合,进而将两个待焊接的板面面稳定限制,减少焊接过程中发生的形变。
技术特征:
1.一种新能源锂电池壳体的辅助焊接工装,包括底板(1),其特征在于:所述底板(1)的上方固定安装有两个l形架(3),两个所述l形架(3)的顶面靠近左右侧的位置分别固定安装有支撑板(4),两个所述支撑板(4)之间设置有夹持块(6),所述夹持块(6)的左右侧面分别固定连接有第一限位片(5)和第二限位片(7),所述夹持块(6)的内部设置有夹持片(9),所述夹持片(9)的外侧固定连接有连接片(8),所述夹持块(6)的外侧通过夹持弹簧(2)连接连接片(8)。
2.根据权利要求1所述的一种新能源锂电池壳体的辅助焊接工装,其特征在于:所述l形架(3)低端的外部活动套装有活动套(10),所述l形架(3)的左右侧活动套装有螺纹柱(12),所述l形架(3)的内部靠近左右侧的位置活动套装有位于螺纹柱(12)内侧的限位杆(11),所述限位杆(11)的顶端固定安装有伺服电机(13),所述伺服电机(13)的输出轴和螺纹柱(12)的顶端固定连接,所述活动套(10)的下方连接有支撑轮(14)。
3.根据权利要求1所述的一种新能源锂电池壳体的辅助焊接工装,其特征在于:所述底板(1)的顶面靠近左右侧的位置固定安装有伸缩柱(18),两个所述伸缩柱(18)输出轴的顶端固定安装有支撑杆(19),所述支撑杆(19)的外部活动套装有定位片(20)。
4.根据权利要求1所述的一种新能源锂电池壳体的辅助焊接工装,其特征在于:所述第二限位片(7)活动套装在支撑板(4)的内部,所述第一限位片(5)的外侧和支撑板(4)的内侧贴合。
5.根据权利要求1所述的一种新能源锂电池壳体的辅助焊接工装,其特征在于:所述夹持片(9)呈一百八十度弧形,所述夹持片(9)的内侧开设有摩擦纹。
6.根据权利要求2所述的一种新能源锂电池壳体的辅助焊接工装,其特征在于:所述支撑轮(14)的外侧固定连接有收缩弹簧(15),所述收缩弹簧(15)的底端固定连接有支撑架(16),所述支撑架(16)的外部活动套装有收缩轮(17)。
技术总结
本技术公开了一种新能源锂电池壳体的辅助焊接工装,涉及金属加工技术领域,具体为一种新能源锂电池壳体的辅助焊接工装,包括底板,所述底板的上方固定安装有两个L形架,两个所述L形架的顶面靠近左右侧的位置分别固定安装有支撑板,两个所述支撑板之间设置有夹持块,所述夹持块的左右侧面分别固定连接有限位片和限位片。通过夹持块的设置,利用限位片和限位片的配合,能使夹持块在两个支撑板之间进行一定角度的转动,能保证在焊接的过程中焊枪的任意活动,同时夹持块的内部连接片和夹持片与夹持弹簧的配合,能在夹持焊枪的同时,使焊枪有一定的活动范围,能有效减缓长时间焊接工人手部的工作量同时保证了焊枪活动的稳定性。
技术研发人员:刘观祥,朱明冬,陈令
受保护的技术使用者:安徽立宁包装容器股份有限公司
技术研发日:20230606
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!