适用于不同车型顶盖的焊接定位装置的制作方法
本技术涉及汽车安装,具体而言,尤其涉及一种适用于不同车型顶盖的焊接定位装置。
背景技术:
1、随着技术的发展,汽车的生产线逐渐实现完全自动化,其中汽车顶盖与汽车车身之间的焊接是重要的一环。
2、传统的汽车顶盖夹具结构一般为在底板上固定多个包含定位夹紧机构的立柱,通过气动或电控的方式实现对夹具的控制,此种方式在单一车型的使用上是不成问题的,但是如果要求多种车型共线生产,多个式样的汽车顶盖共用同一套夹具进行生产时,则很难满足,往往造成共用化生产线改造后立柱林立,互相干涉。
技术实现思路
1、本实用新型的目的是克服现有技术存在的不足,提供一种适用于不同车型顶盖的焊接定位装置。
2、本实用新型的目的通过以下技术方案来实现:
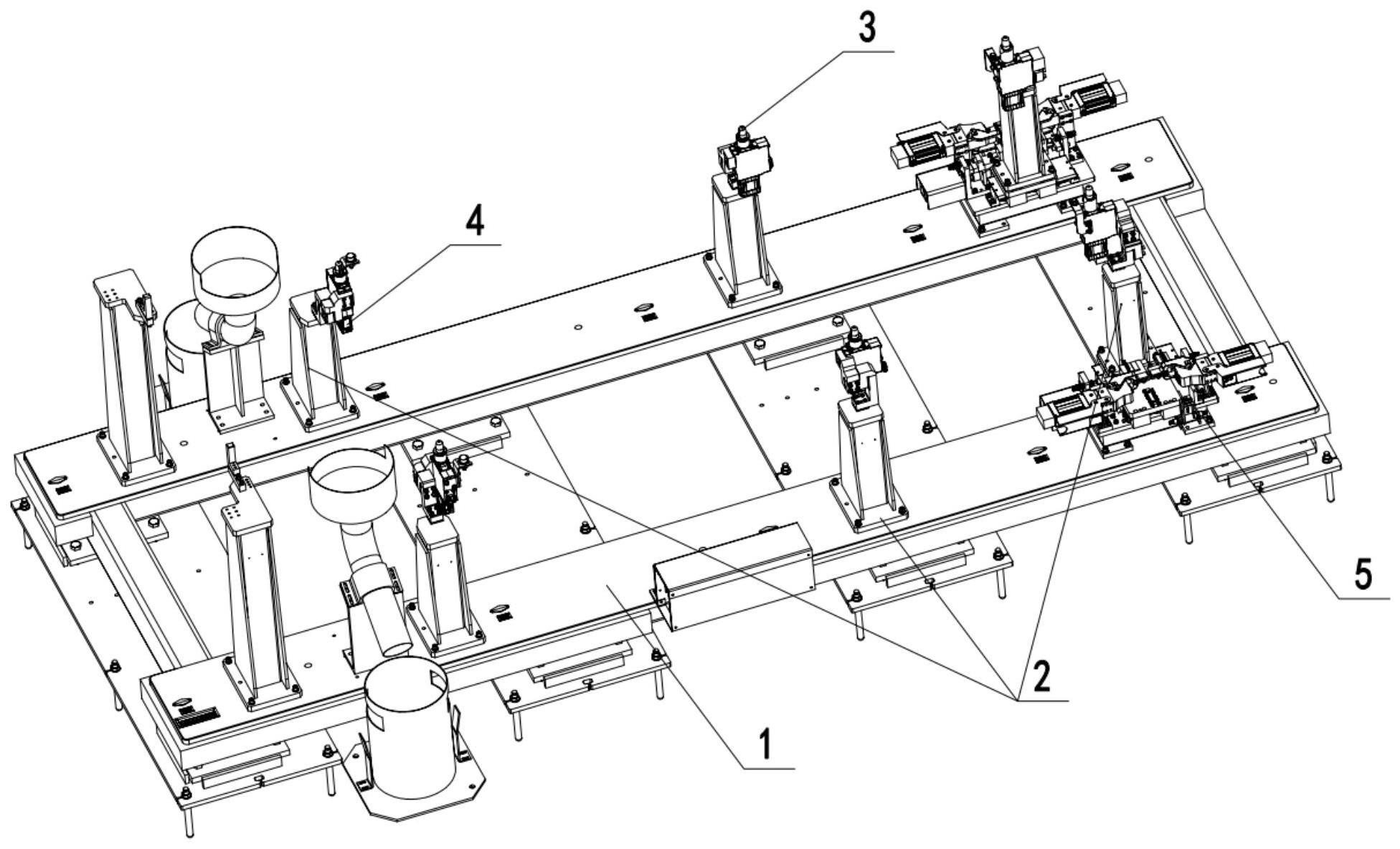
3、一种适用于不同车型顶盖的焊接定位装置,包括基座,所述基座上设有一组用以将顶盖限位的限位组件,每一所述限位组件上设有可延伸置于所述顶盖内的定位头,所述定位头可由驱动组件驱动其上下移动;其中,位于所述基座端侧的限位组件可由滑动组件驱动其在所述基座上滑动。
4、优选的,所述滑动组件至少包括固设在所述基座上的固定块,所述固定块上固设有滑轨,所述滑轨上设有与其相适配的滑块,所述滑块上固设有一滑板,所述滑板上固设有所述限位组件。
5、优选的,所述滑板的两侧固设有抵接块,所述固定块上固设有伸缩气缸,所述伸缩气缸的壳体上枢轴设有一按压板,所述按压板的一端可按压于所述抵接块上,另一端与所述伸缩气缸的气缸轴枢轴连接。
6、优选的,所述固定块上固设有支板,所述支板上固设有扭簧,所述扭簧上固设有支撑杆,所述支撑杆上固设有可与所述抵接块抵接的支撑块。
7、优选的,所述限位组件至少包括设置在所述基座上的限位柱,所述限位柱上固设有限位块,所述限位块上固设有限位头。
8、优选的,所述限位块上固设有限位板,所述限位板上固设有感应器。
9、优选的,所述驱动组件至少包括固设在所述限位块上的驱动气缸,所述驱动气缸的气缸轴上固设有所述定位头。
10、本实用新型的有益效果主要体现在:
11、1、布局合理,位于基座端侧的限位组件在基座上滑动,可满足对多种车型顶盖的精准定位,具有较广的适用性,另外,位于基座端侧的限位组件的限位结构巧妙,稳定可靠性高,便于安装拆卸及维修,极大地提高工作效率;
12、2、定位头被驱动气缸驱动延伸置于顶盖内,可对顶盖进行精准限位,避免在后续工位中出现窜位或位移的情况,保证良品率;
13、3、支撑块可对抵接块起到限位作用,扭簧的设置可避免支撑块和抵接块直接发生干涉,导致两者损坏的情况发生,最大程度上延伸使用寿命。
技术特征:
1.适用于不同车型顶盖的焊接定位装置,包括基座(1),其特征在于:所述基座(1)上设有一组用以将顶盖限位的限位组件(2),每一所述限位组件(2)上设有可延伸置于所述顶盖内的定位头(3),所述定位头(3)可由驱动组件(4)驱动其上下移动;其中,位于所述基座(1)端侧的限位组件(2)可由滑动组件(5)驱动其在所述基座(1)上滑动。
2.根据权利要求1所述的适用于不同车型顶盖的焊接定位装置,其特征在于:所述滑动组件(5)至少包括固设在所述基座(1)上的固定块(59),所述固定块(59)上固设有滑轨(51),所述滑轨(51)上设有与其相适配的滑块(52),所述滑块(52)上固设有一滑板(53),所述滑板(53)上固设有所述限位组件(2)。
3.根据权利要求2所述的适用于不同车型顶盖的焊接定位装置,其特征在于:所述滑板(53)的两侧固设有抵接块(54),所述固定块(59)上固设有伸缩气缸(55),所述伸缩气缸(55)的壳体上枢轴设有一按压板(56),所述按压板(56)的一端可按压于所述抵接块(54)上,另一端与所述伸缩气缸(55)的气缸轴枢轴连接。
4.根据权利要求3所述的适用于不同车型顶盖的焊接定位装置,其特征在于:所述固定块(59)上固设有支板(57),所述支板(57)上固设有扭簧(58),所述扭簧(58)上固设有支撑杆,所述支撑杆上固设有可与所述抵接块(54)抵接的固定块(59)。
5.根据权利要求1所述的适用于不同车型顶盖的焊接定位装置,其特征在于:所述限位组件(2)至少包括设置在所述基座(1)上的限位柱(21),所述限位柱(21)上固设有限位块(22),所述限位块(22)上固设有限位头(23)。
6.根据权利要求5所述的适用于不同车型顶盖的焊接定位装置,其特征在于:所述限位块(22)上固设有限位板(24),所述限位板(24)上固设有感应器(25)。
7.根据权利要求5所述的适用于不同车型顶盖的焊接定位装置,其特征在于:所述驱动组件(4)至少包括固设在所述限位块(22)上的驱动气缸(41),所述驱动气缸(41)的气缸轴上固设有所述定位头(3)。
技术总结
本技术揭示了一种适用于不同车型顶盖的焊接定位装置,包括基座,所述基座上设有一组用以将顶盖限位的限位组件,每一所述限位组件上设有可延伸置于所述顶盖内的定位头,所述定位头可由驱动组件驱动其上下移动;其中,位于所述基座端侧的限位组件可由滑动组件驱动其在所述基座上滑动。本技术的有益效果主要体现在:布局合理,位于基座端侧的限位组件在基座上滑动,可满足对多种车型顶盖的精准定位,具有较广的适用性,另外,位于基座端侧的限位组件的限位结构巧妙,稳定可靠性高,便于安装拆卸及维修,极大地提高工作效率。
技术研发人员:关好,李荣鹏,叶政
受保护的技术使用者:苏州大族智能装备有限公司
技术研发日:20230606
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!