螺柱焊枪辅助定位结构及螺柱焊接工装的制作方法
本技术涉及螺柱焊接,特别涉及螺柱焊枪辅助定位结构及螺柱焊接工装。
背景技术:
1、螺柱焊,也称植焊或螺柱植焊,是将螺柱一端与板件(或管件)表面接触,通电引弧,待接触面熔化后,给螺柱施加一定的压力完成焊接的方法。这种方法犹如在钢板上种植螺柱一样,故也称为栽钉焊,即栽种螺柱到钢板上。自20世纪上半叶产生以来,因其焊接的优越性,得到了广泛的推广和应用。可用螺柱焊焊接的金属有碳钢、不锈钢、铝、铜及合金等。螺柱焊技术由于具有快速、可靠、操作简单和成本低的优点,可替代铆接、钻孔、手工电弧焊等焊接手段。随着我国经济的快速发展和汽车制造业水平的不断提高,螺柱焊技术正被越来越多的企业所采用,广泛应用于汽车制造领域。
2、现有对汽车钣金件进行手动螺柱焊接的过程中,一般需要先将汽车钣金件定位到螺柱焊接定位工装上,再通过安装在螺柱焊接定位工装上的导向套将人工手持螺柱焊枪辅助定位到汽车钣金件的焊接点位上,以便于完成螺柱焊接,但是,目前的导向套往往是直接固定安装在焊接工装上的,在对汽车钣金件定位完毕后,导向套的位置也随即固定,而不同批次的汽车钣金由于加工误差的存在导致焊接点位存在误差,使得实际的焊接点位无法与导向套对位,从而导致导向套不能准确的将手持螺柱焊枪辅助定位到理想的焊接点位处。
技术实现思路
1、本实用新型的主要目的是提出螺柱焊枪辅助定位结构及螺柱焊接工装,旨在解决现有螺柱焊接定位工装中导向套位置固定,导致不同批次汽车钣金件上焊接点位出现偏差时,导向套无法有效地将手持螺柱焊枪辅助定位至理想的焊接点位处的问题。
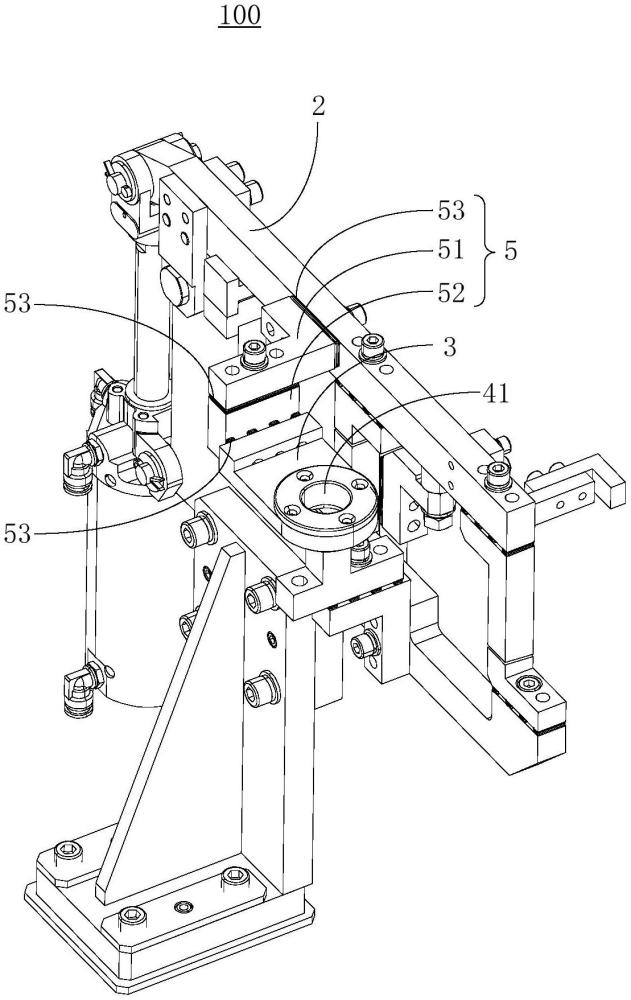
2、为实现上述目的,本实用新型提出的螺柱焊枪辅助定位结构用以定位汽车钣金件,所述汽车钣金件上形成有用以焊接螺柱的焊接点位,其特征在于,所述螺柱焊枪辅助定位结构包括:
3、定位座,用以定位安装汽车钣金件;
4、旋转臂,沿左右方向所处轴线转动设置于所述定位座,所述旋转臂上设置有安置座,且所述安置座的位置可调;以及,
5、定位套,设于所述安置座,所述定位套上形成有上下贯通的定位孔,用以供手持螺柱焊枪的保护套适配通过;
6、其中,在所述旋转臂的活动行程上,通过调整所述安置座的位置,所述定位套能够对位至所述焊接点位。
7、可选地,所述螺柱焊枪辅助定位结构包括微调连接结构,所述微调连接结构包括:
8、第一连接臂,设于所述旋转臂,且沿第一方向的位置可调;以及,
9、第二连接臂,设于所述第一连接臂,且沿第二方向的位置可调,所述安置座设于所述第二连接臂,且沿第三方向的位置可调;
10、其中,所述第一方向、所述第二方向与所述第三方向中的两个方向为水平面内相互垂直的两个方向,剩余的一个为上下方向。
11、可选地,所述第一连接臂通过螺纹结构连接所述旋转臂,以在所述第一连接臂与所述旋转臂之间形成连接间隙,所述连接间隙中设置有垫片结构,其中,所述垫片结构的厚度随所述连接间隙的宽度可选择性调整;和/或,
12、所述第二连接臂通过螺纹结构连接所述第一连接臂,以在所述第二连接臂与所述第一连接臂之间形成连接间隙,所述连接间隙中设置有垫片结构,其中,所述垫片结构的厚度随所述连接间隙的宽度可选择性调整;和/或,
13、所述安置座通过螺纹结构连接所述第二连接臂,以在所述安置座与所述第二连接臂之间形成连接间隙,所述连接间隙中设置有垫片结构,其中,所述垫片结构的厚度随所述连接间隙的宽度可选择性调整。
14、可选地,所述安置座形成有上下贯通的让位孔;
15、所述定位套包括套本体与安装凸部,所述安装凸部环设于所述套本体的周侧,且所述安装凸部可拆卸连接至所述安置座,以使所述套本体向下穿过所述让位孔。
16、可选地,所述让位孔的孔径为d1,所述套本体的外径为d2,其中,d1≥d2。
17、可选地,所述定位座朝上设置有定位销,所述定位销用以适配插入至所述汽车钣金件上的定位孔;和/或,
18、所述定位座上设置有支撑块,所述旋转臂上对应所述支撑块设置有压紧块,在所述旋转臂的转动行程上,所述压紧块能与所述支撑块相互配合以压紧汽车钣金件。
19、可选地,所述旋转臂上形成有铰接驱动部;
20、所述螺柱焊枪辅助定位结构还包括压紧气缸,所述压紧气缸的气缸座沿左右向轴线铰接至对应的所述定位座,所述压紧气缸的气缸杆沿左右向轴线铰接至对应的所述铰接驱动部。
21、为实现上述目的,本实用新型提出的螺柱焊接工装包括安装座以及多个上述的螺柱焊枪辅助定位结构,所述安装座上形成有焊接工位,多个所述定位座分别设于所述焊接工位的各个位置,以配合定位安装汽车钣金件。
22、可选地,所述安装座的底部安装有多个万向轮。
23、可选地,所述安装座上还设置有螺柱存放盒,且所述螺柱存放盒对应所述焊接工位设置。
24、本实用新型提供的技术方案中,所述定位座用以定位安装汽车钣金件,当所述汽车钣金件定位到位后,所述旋转臂带动所述安置座活动至所述定位位置,当不同批次的汽车钣金件由于加工误差导致实际的焊接点位出现偏差时,由于所述安置座在所述旋转臂上的位置可调,可以根据实际的焊接点位调整所述安置座的水平位置与高度位置,从而带动所述定位套的定位孔准确对位至所述焊接点位,保证了所述汽车钣金件的焊接质量。
技术特征:
1.一种螺柱焊枪辅助定位结构,用以定位汽车钣金件,所述汽车钣金件上形成有用以焊接螺柱的焊接点位,其特征在于,所述螺柱焊枪辅助定位结构包括:
2.如权利要求1所述螺柱焊枪辅助定位结构,其特征在于,所述螺柱焊枪辅助定位结构包括微调连接结构,所述微调连接结构包括:
3.如权利要求2所述的螺柱焊枪辅助定位结构,其特征在于,所述第一连接臂通过螺纹结构连接所述旋转臂,以在所述第一连接臂与所述旋转臂之间形成连接间隙,所述连接间隙中设置有垫片结构,其中,所述垫片结构的厚度随所述连接间隙的宽度可调整;和/或,
4.如权利要求1所述的螺柱焊枪辅助定位结构,其特征在于,所述安置座形成有上下贯通的让位孔;
5.如权利要求4所述的螺柱焊枪辅助定位结构,其特征在于,所述让位孔的孔径为d1,所述套本体的外径为d2,其中,d1≥d2。
6.如权利要求1所述的螺柱焊枪辅助定位结构,其特征在于,所述定位座朝上设置有定位销,所述定位销用以适配插入至所述汽车钣金件上的定位孔;和/或,
7.如权利要求1所述的螺柱焊枪辅助定位结构,其特征在于,所述旋转臂上形成有铰接驱动部;
8.一种螺柱焊接工装,其特征在于,包括安装座以及多个如权利要求1至7中任意一项所述的螺柱焊枪辅助定位结构,所述安装座上形成有焊接工位,多个所述定位座分别设于所述焊接工位的各个位置,以配合定位安装汽车钣金件。
9.如权利要求8所述螺柱焊接工装,其特征在于,所述安装座的底部安装有多个万向轮。
10.如权利要求8所述螺柱焊接工装,其特征在于,所述安装座上还设置有螺柱存放盒,且所述螺柱存放盒对应所述焊接工位设置。
技术总结
本技术公开一种螺柱焊枪辅助定位结构及螺柱焊接工装,用以定位汽车钣金件,汽车钣金件上形成有用以焊接螺柱的焊接点位,螺柱焊枪辅助定位结构包括定位座、旋转臂及定位套,定位座用以定位安装汽车钣金件;旋转臂沿左右方向所处轴线转动设置于定位座,旋转臂上设置有安置座,且安置座的位置可调;定位套设于安置座,定位套上形成有上下贯通的定位孔,用以供手持螺柱焊枪的保护套适配通过;其中,在旋转臂的活动行程上,通过调整安置座的位置,定位套能够对位至所述焊接点位。在将安置座调整至定位位置后,通过调整安置座在水平方向的位置,能将定位孔更为准确地对位至焊接点位,便于将螺柱精准地焊接到位。
技术研发人员:李建锋,陈雯
受保护的技术使用者:武汉云鹤汽车座椅有限公司
技术研发日:20230608
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!