一种铝箔盒自动生产线的制作方法
本技术涉及铝箔盒生产,特别涉及一种铝箔盒自动生产线。
背景技术:
1、铝箔盒自动生产线,是一种常见于食品加工,包装制作等场景,生产制造铝箔盒的一种设备。当操作人员使用铝箔盒自动生产线生产铝箔盒时,通常是首先启动冲压机本体,使冲压头下压至冲压台内,从而将冲压台上的铝箔纸冲压成铝箔盒,随后铝箔盒伴随着冲压台升起,然后掉落至冲压台表面传送至下一生产环节。
2、中国专利cn217858329u公开了一种铝箔盒自动生产线,具体涉及铝箔盒领域,该专利包括工作台和收纳盒,所述工作台的一侧安装有冲压机本体,所述工作台的上表面安装有冲压台,所述冲压机本体靠近工作台的一面安装有冲压头,所述工作台的表面设有限位装置,所述限位装置包括两个支撑块,两个所述支撑块的下端与工作台固定连接,两个所述支撑块的侧面均开设有贯穿的滑动孔,所述滑动孔的内壁滑动连接有滑动板,该专利达到了当操作人员使用铝箔盒自动生产线生产铝箔盒时,可以借助限位装置,通过弹簧驱动限位板对冲压台上的铝箔纸进行挤压限位,且可以根据实际生产中铝箔纸的宽度,通过滑动板及螺杆对限位板的位置进行调节固定。
3、上述专利中,操作人员是借助工作台两端收纳铝箔纸的卷筒对铝箔纸进行一定程度的限位,以降低铝箔纸在加工过程中偏移的程度,而当铝箔纸偏移程度影响到铝箔盒加工质量时,则停止机器的运行,对铝箔纸进行复位后继续生产,因铝箔纸的移位因素很大程度上来源于加工时冲压台对铝箔纸的下压,而现有处理方法缺乏对冲压台上铝箔纸的限位,导致限位效果不佳,进而使得铝箔盒生产过程中需要更频繁地停机复位,对铝箔盒的生产加工造成了一定不便的情况,在实际生产过程中,需要采用人工的方式将冲压好的材料取出,自动化不足。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的就在于为了解决上述问题而提供一种铝箔盒自动生产线,解决了背景技术中提到的问题。
2、为了解决上述问题,本实用新型提供了一种技术方案:
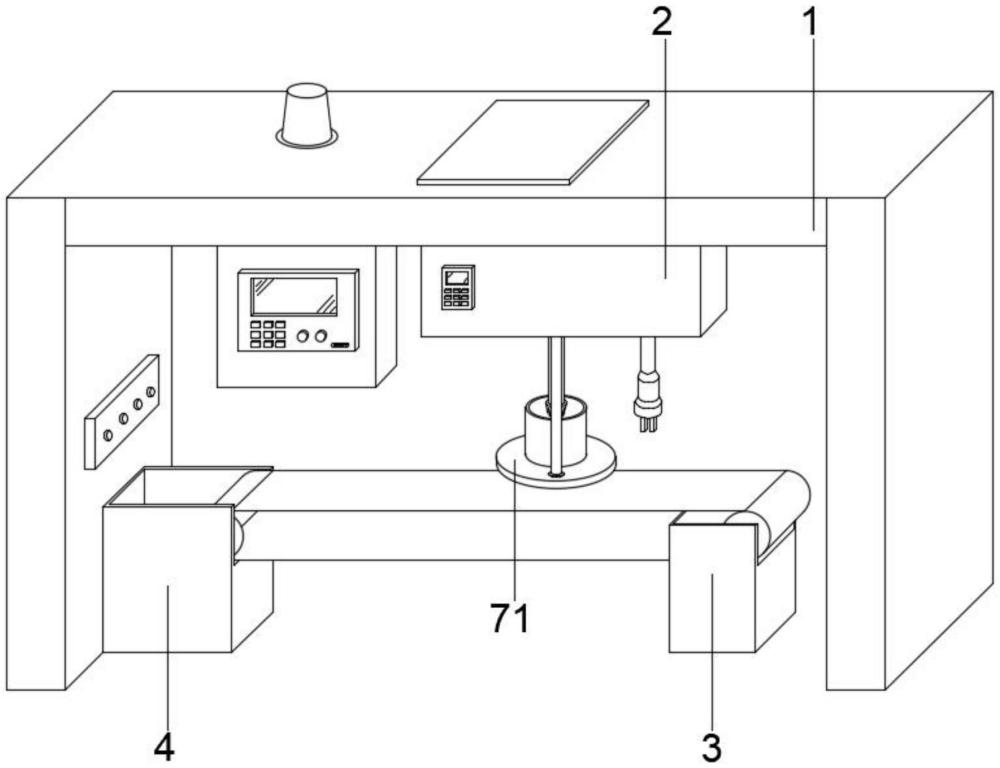
3、一种铝箔盒自动生产线,包括承重板、机电箱、传送机构和收集机构,所述承重板的底部固定连接有机电箱,所述机电箱的底部设置有传送机构,所述机电箱的底部设置有配合传送机构使用的收集机构,所述机电箱的内部设置有移动控制组件,所述机电箱的内部且位于移动控制组件的一侧设置有冲压组件,所述机电箱的底部设置有配合冲压组件使用的装载台,所述机电箱的底部对称开设有两个滑槽,两个所述滑槽的内部均滑动连接有工型滑块,两个所述滑槽之间且位于机电箱的底部开设有配合移动控制组件使用的工作通道。
4、作为本实用新型的一种优选方案,所述滑槽内壁的顶部固定连接有第二电机,所述滑槽内壁的底部转动连接有定滑轮,所述定滑轮和第二电机的输出轴之间通过拉绳传动连接,且所述拉绳的两端分别与工型滑块的两侧固定连接。
5、作为本实用新型的一种优选方案,所述移动控制组件包括防护侧板,所述机电箱内壁的顶端固定连接有防护侧板,所述防护侧板的内壁固定连接有伺服电机,所述防护侧板的内壁上固定连接有减速机,所述伺服电机的输出端与减速机的输入端固定连接,所述防护侧板的内部固定连接有安装板,所述减速机的输出端固定连接有滚珠丝杆,且所述滚珠丝杆远离减速机的一端贯穿安装板与防护侧板的内壁转动连接,所述滚珠丝杆的外部螺纹连接有滑板,所述滑板内部且位于滚珠丝杆的两侧对称滑动连接有两个导轨,且两个所述导轨的两端分别与安装板的一侧和防护侧板的内壁固定连接。
6、作为本实用新型的一种优选方案,所述冲压组件包括第一电动伸缩杆和冲压头,所述机电箱内壁的顶部固定连接有第一电动伸缩杆,所述第一电动伸缩杆的底部延伸至机电箱的外部且可拆卸连接有冲压头。
7、作为本实用新型的一种优选方案,所述装载台包括底板,两个所述工型滑块的底部均固定连接有直杆,两个所述直杆的底部固定连接有底板,所述底板的顶部且位于两个直杆之间固定连接有圆筒,所述圆筒的内壁等距固定连接有三个连杆,三个所述连杆远离圆筒的一端固定连接有圆环,所述圆环的内部等距螺纹连接有三个螺栓,三个所述螺栓的内部可拆卸连接有与冲压头配合使用的冲压模具。
8、作为本实用新型的一种优选方案,所述滑板的底部固定连接有第三电动伸缩杆,所述第三电动伸缩杆的输出端延伸至机电箱的底部且固定连接有夹紧组件,所述机电箱的内壁的顶端固定连接有plc控制器。
9、作为本实用新型的一种优选方案,所述夹紧组件包括外保护筒,所述第三电动伸缩杆的输出端固定连接有外保护筒,所述外保护筒内部开设有传动腔,所述传动腔内壁的顶部固定连接有第二电动伸缩杆,所述第二电动伸缩杆的输出端对称转动连接有第一拉杆,两个所述第一拉杆且远离第二电动伸缩杆输出端的一端均转动连接有第二拉杆,且两个所述第二拉杆均与外保护筒转动连接,两个所述第二拉杆远离第一拉杆的一端均转动连接有连通板,所述连通板的内部转动连接有三个第三拉杆,对应三个所述第三拉杆远离连通板的一端均转动连接有夹杆,所述传动腔的底部设置有配合两个夹杆使用的操作口。
10、本实用新型的有益效果是:本实用新型通过plc控制器配合各分部工作组件来实现高度自动化铝箔盒生产线路,确保各组件传动的一致性,通过移动控制组件配合夹紧组件可以在设定的工作通道内利用夹紧组件内部的传动装置控制夹杆对原材料的夹送于装载台与取放于传送带,提高了装置移动时的精确度,确保生产的质量,省去大量人力,提高了生产时的便捷性,冲压组件内部安装有可拆卸的配合冲压模具使用的冲压头,装载台内部设置有可拆卸冲压模具,可以随时更换冲压模具以及冲压头,提高了材料的限位度,不会轻易发生偏移,且适配性高,通过冲压组件可对装载台内部装载的原材料进行冲压改造,装载台固定在工型滑块底部,工型滑块通过第二电机配合定滑轮以及拉绳可以在滑槽内部定向滑动,自动化程度高。
技术特征:
1.一种铝箔盒自动生产线,其特征在于,包括承重板(1)、机电箱(2)、传送机构(3)和收集机构(4),所述承重板(1)的底部固定连接有机电箱(2),所述机电箱(2)的底部设置有传送机构(3),所述机电箱(2)的底部设置有配合传送机构(3)使用的收集机构(4),所述机电箱(2)的内部设置有移动控制组件(5),所述机电箱(2)的内部且位于移动控制组件(5)的一侧设置有冲压组件(6),所述机电箱(2)的底部设置有配合冲压组件(6)使用的装载台(7),所述机电箱(2)的底部对称开设有两个滑槽(9),两个所述滑槽(9)的内部均滑动连接有工型滑块(11),两个所述滑槽(9)之间且位于机电箱(2)的底部开设有配合移动控制组件(5)使用的工作通道(10)。
2.根据权利要求1所述的一种铝箔盒自动生产线,其特征在于,所述滑槽(9)内壁的顶部固定连接有第二电机(12),所述滑槽(9)内壁的底部转动连接有定滑轮(13),所述定滑轮(13)和第二电机(12)的输出轴之间通过拉绳(14)传动连接,且所述拉绳(14)的两端分别与工型滑块(11)的两侧固定连接。
3.根据权利要求1所述的一种铝箔盒自动生产线,其特征在于,所述移动控制组件(5)包括防护侧板(51),所述机电箱(2)内壁的顶端固定连接有防护侧板(51),所述防护侧板(51)的内壁固定连接有伺服电机(52),所述防护侧板(51)的内壁上固定连接有减速机(53),所述伺服电机(52)的输出端与减速机(53)的输入端固定连接,所述防护侧板(51)的内部固定连接有安装板(54),所述减速机(53)的输出端固定连接有滚珠丝杆(55),且所述滚珠丝杆(55)远离减速机(53)的一端贯穿安装板(54)与防护侧板(51)的内壁转动连接,所述滚珠丝杆(55)的外部螺纹连接有滑板(57),所述滑板(57)内部且位于滚珠丝杆(55)的两侧对称滑动连接有两个导轨(56),且两个所述导轨(56)的两端分别与安装板(54)的一侧和防护侧板(51)的内壁固定连接。
4.根据权利要求1所述的一种铝箔盒自动生产线,其特征在于,所述冲压组件(6)包括第一电动伸缩杆(61)和冲压头(62),所述机电箱(2)内壁的顶部固定连接有第一电动伸缩杆(61),所述第一电动伸缩杆(61)的底部延伸至机电箱(2)的外部且可拆卸连接有冲压头(62)。
5.根据权利要求1所述的一种铝箔盒自动生产线,其特征在于,所述装载台(7)包括底板(71),两个所述工型滑块(11)的底部均固定连接有直杆(77),两个所述直杆(77)的底部固定连接有底板(71),所述底板(71)的顶部且位于两个直杆(77)之间固定连接有圆筒(72),所述圆筒(72)的内壁等距固定连接有三个连杆(73),三个所述连杆(73)远离圆筒(72)的一端固定连接有圆环(74),所述圆环(74)的内部等距螺纹连接有三个螺栓(75),三个所述螺栓(75)的内部可拆卸连接有与冲压头(62)配合使用的冲压模具(76)。
6.根据权利要求3所述的一种铝箔盒自动生产线,其特征在于,所述滑板(57)的底部固定连接有第三电动伸缩杆(15),所述第三电动伸缩杆(15)的输出端延伸至机电箱(2)的底部且固定连接有夹紧组件(8),所述机电箱(2)的内壁的顶端固定连接有plc控制器(16)。
7.根据权利要求6所述的一种铝箔盒自动生产线,其特征在于,所述夹紧组件(8)包括外保护筒(81),所述第三电动伸缩杆(15)的输出端固定连接有外保护筒(81),所述外保护筒(81)内部开设有传动腔(83),所述传动腔(83)内壁的顶部固定连接有第二电动伸缩杆(82),所述第二电动伸缩杆(82)的输出端对称转动连接有第一拉杆(84),两个所述第一拉杆(84)且远离第二电动伸缩杆(82)输出端的一端均转动连接有第二拉杆(85),且两个所述第二拉杆(85)均与外保护筒(81)转动连接,两个所述第二拉杆(85)远离第一拉杆(84)的一端均转动连接有连通板(86),所述连通板(86)的内部转动连接有三个第三拉杆(87),对应三个所述第三拉杆(87)远离连通板(86)的一端均转动连接有夹杆(88),所述传动腔(83)的底部设置有配合两个夹杆(88)使用的操作口(89)。
技术总结
本技术公开了一种铝箔盒自动生产线,包括承重板、机电箱、传送机构和收集机构,所述承重板的底部固定连接有机电箱,所述机电箱的底部设置有传送机构,所述机电箱的底部设置有配合传送机构使用的收集机构,本技术通过PLC控制器配合各分部工作组件来实现高度自动化铝箔盒生产线路,确保各组件传动的一致性,通过移动控制组件配合夹紧组件对原材料进行夹送于装载台与取放于传送带,提高了装置移动时的精确度,确保生产的质量,提高了生产时的便捷性,冲压组件内部安装有可拆卸的配合冲压模具使用的冲压头,装载台内部设置有可拆卸冲压模具,可以随时更换冲压模具以及冲压头,提高了材料的限位度,不会轻易发生偏移,且适配性高。
技术研发人员:肖颖,周威
受保护的技术使用者:鸿箔铝箔包装制品(佛山)有限公司
技术研发日:20230612
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!